содержание .. 40 41 42 43 44 45 46 47 48 49 50 ..
Применяемые в производстве микроскопы
Применяемые в производстве микроскопы обеспечивают
увеличение измеряемой детали в 10—50 раз. Цена деления отсчетных
устройств равна 0,01 мм у универсальных микроскопов УИМ-22 и УИМ-25;
0,005 мм у малого и большого инструментальных микроскопов. Предельная
погрешность отсчета составляет соответственно 0,001 мм и ±0,003 мм.
Измерение шага резьбы на универсальном и инструментальном микроскопе
аналогично измерению среднего диаметра, описанному выше. Перед
измерением производят настройку микроскопа по контрольному валику;
устанавливают размер диафрагмы осветителя в зависимости от шага
проверяемой резьбы; колонку микроскопа наклоняют на угол подъема резьбы.
Центральную штриховую линию окулярной сетки совмещают с боковой стороной
профиля резьбы так, чтобы перекрестье было примерно на середине высоты
профиля. В этом положении снимают первое показание по шкале продольного
хода стола. Затем стол с проверяемой деталью перемещают в продольном
направлении до совмещения центральной линии окулярной сетки с боковой
стороной профиля соседнего или любого другого витка резьбы и снимают
второе показание. Разность показаний дает искомый шаг резьбы на
соответствующем числе витков. Погрешность шага резьбы в общем случае
задается и проверяется не на одном витке, а на числе витков,
определяемом длиной свинчивания болта с гайкой, которую обычно принимают
равной высоте гайки или определяют по формуле 0,8 d/Р.
Если нормировать отклонения шага резьбы на одном витке, то накопленная
погрешность шагов на длине свинчивания может получиться такой, что
свинчивание болта и гайки не буде1 обеспечено. Так же как и при
измерении среднего диаметра резьбы, для исключения погрешностей,
вызываемых перекосом резьбы, измерение шага производят и по вторым
сторонам профиля резьбы, а результат получают как среднее арифметическое
двух измерений. Еще большая точность результата достигается измерением в
четырех точках: по правому и левому профилю с двух диаметрально
противоположных сторон резьбовой детали. Для измерения шага точных резьб
используют метод измерения на микроскопах с использованием измерительных
ножей.
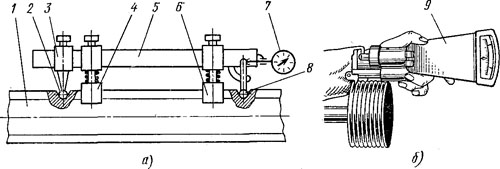
Рис. 56. Накладные шагомеры
Если деталь не может быть установлена на микроскопе, то измерение шага
обычно производят с помощью накладных шагомеров (рис. 56). Наконечники 2
и 8 накладного шагомера для резьб с большим шагом и большой длины (рис.
56,а) [9] устанавливают во впадины резьбы проверяемой детали 1.
Наконечник 2 может перемещаться по штанге 5 для настройки прибора на
требуемое число шагов с фиксацией хомутиком 3. Наконечник 8,
поворачиваясь на оси кронштейна, воздействует на измерительную головку
7, фиксируя отклонения шага резьбы. Для установки шагомера по оси
проверяемой детали служат две подпружиненные призматические опоры 4 и 6.
Измерение коротких резьб целесообразно производить
накладным шагомером 9 (рис. 56,6), принцип действия которого аналогичен
описанному. Предельные погрешности шагомеров составляют ±0,005—±0,015
мм.
При измерении многозаходных резьб возникает необходимость проверки
правильности шага между соседними витками (заходами). Для этого
проверяют шаги между двумя соседними витками (по числу заходов) и
результаты измерения сопоставляют между собой.