содержание .. 50 51 52 53 54 55 56 57 58 59 60 ..
Устройство заводного механизма в карманных и наручных часах
Устройство заводного механизма и его работа
Заводной механизм в часах служит для заводки и перевода стрелок. Он имеет различные конструкции, отличающиеся количеством деталей, формой и их расположением. Принцип работы почти одинаковый во всех конструкциях.
Заводной механизм (рис. 99 и 100) состоит из
заводной головки, заводного валика, заводного триба, кулачковой муфты,
переводного рычага, винта переводного рычага, заводного рычага, пружины
заводного рычага с винтом, фиксатора, переводного колеса, заводного
колеса с винтом, барабанного колеса, винта барабанного колеса, храповой
собачки с пружиной и винтом.
Работа заводного механизма во время заводки часов (рис. 100, А)
происходит следующим образом. Пружина заводного рычага обеспечивает
зацепление кулачковой муфты с заводным трибом, свободно насаженным на
заводной валик.
При вращении заводной головки вращаются кулачковая муфта и заводной
триб, который передает движение заводному колесу. Заводное колесо
передает движение барабанному колесу„ которое насажено квадратным
отверстием на выступающую часть вала барабана и будет вращаться
заодно с ним. Вал барабана, вращаясь, заставит пружину навиваться на
него.
Во время заводки храповая собачка скользит по зубьям барабанного колеса,
а при прекращении завода не дает ему вращаться в обратную сторону: вал
барабана остается неподвижным. Пружина благодаря своей упругости будет
развертываться и заставит вращаться барабан, который приведет в движение
всю колесную систему механизма.
Для перевода стрелок (рис. 100, Б) необходимо подать «на себя» заводную
головку. Переводной рычаг, повернувшись вокруг своего винта — оси,
вторым плечом переместит на некоторую величину заводной рычаг,
находящийся в пазу кулачковой муфты, и кулачковую муфту, которая войдет
в зацепление с переводным колесом. Переводное колесо постоянно находится
в зацеплении с вексельным колесом и, получив вращение,, заставляет
вращаться остальные колеса стрелочного механизма.
Наличие в этой конструкции переводного колеса вызывает
непроизводительное расходование незначительной части энергии заводной
пружины.
В упрощенных конструкциях заводного механизма заводной валик закреплен
винтом, который входит в его выточку. В более совершенных конструкциях в
эту выточку входит плечо переводного рычага. Для надежного закрепления
заводного валика выточка должна иметь достаточную глубину и правильную
форму (рис. 101, А), чтобы винт или рычаг глубоко заходил в нее, но в то
же время не препятствовал и не тормозил свободное вращение заводного
валика.
Винт переводного рычага должен входить в рычаг на глубину не менее двух
оборотов. В заводном механизме должно быть соблюдено правильное
взаимодействие плеча переводного рычага и его винта с заводным валиком.
Этот винт имеет маленькую головку со шлицём. Применение отверток
несоответствующих размеров может вызвать повреждение шлица винта. При
неправильной форме (рис. 101, Б) выточки валика последний будет
ненадежно закреплен.
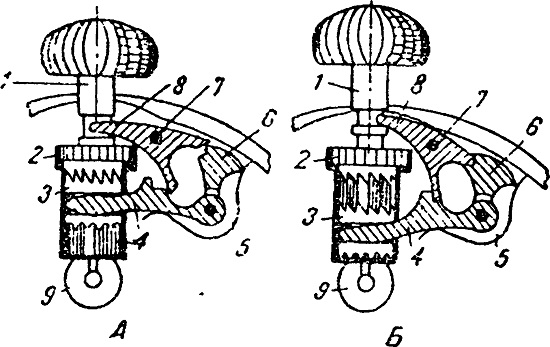
Рис. 100. Схема работы заводного механизма: А—при заводке часов; Б—при переводе стрелок; 1—заводной валик; 2—заводной триб; 3— кулачковая муфта; 4—заводной рычаг; 5—пружина заводного рычага; 6—промежуточный рычаг; 7—винт; 8—переводной рычаг; 9—переводное колесо
Очень часто часы не заводятся, если пружина заводного рычага
недостаточно сильно прижимает заводной рычаг, благодаря чему кулачковая
муфта не прижимается к заводному трибу.
Для исправления подгибают пружинку или заменяют ее новой. Если уступ
заводного валика велик, его стачивают до нужного размера.
Косые зубья кулачковой муфты и заводного триба срабатываются из-за
недостаточной глубины их сцепления или при тугой или слишком слабой
насадки на заводной валик. Их надо заменить новыми.
Все детали заводного механизма надо точно подогнать по размерам и
тщательно отделать. Заводные и переводные колеса должны иметь нужное
количество зубьев и обеспечивать правильное и плавное зацепление и
передачу.
Заводное колесо должно насаживаться на выступ или накладку совершенно
свободно, но в то же время с минимальным
зазором. При поломке нескольких зубьев заводное
колесо надо заменить новым.
Часто срабатывается квадратное отверстие барабанного колеса или слишком
выступает квадратная часть вала барабана, что нарушает нормальное
зацепление колес заводного механизма. Чтобы надёжно укрепить барабанное
колесо, под винт подкладывают шайбу необходимой толщины и диаметра, винт
(или накладку) завертывают доотказа, чтобы предотвратить
самоотвинчивание.
Для обеспечения правильной и нормальной работы заводного механизма
большое значение имеют изготовление и подбор
заводного валика (рис. 102). Заводной валик
изготовляют в такой последовательности:
1) подбирают заготовку нужного размера;
2) затачивают концы для установки в спицы токарного станка;
3) обтачивают заплечико заводного валика, которое будет
находиться в пределах механизма;
4) обтачивают конец заводного валика, которым он входит в специальный
паз платины;
5) обтачивают заплечлко для заводного триба;
6) обтачивают заплечико для кулачковой муфты;
7) опиливают квадратную грань, которая должна иметь правильную форму
(поверхность без завалов, ровная и гладкая);
8) протачивают выточку для винта переводного рычага;
9) обтачивают нерабочую часть валика до соответствующего размера;
10) протачивают уступ для нарезки резьбы;
11) нарезают резьбу резьбовой плашкой или винторезной доской;
12) насаживают головку и закрепляют ее.

Рис. 101. Формы выточки в заводном валике: А—правильная; Б—неправильная

Рис. 102. Схема изготовления заводного валика:
1—конец валика; 2—квадратная
грань заводного валика; 3—заплечико заводного триба; 4—заплечико,
находящееся в платине; 5—выточка для крепления винта или переводного
рычага; 6—резьба для головки
1 Заводной валик рекомендуется немного смазывать, чтобы обеспечить легкость и плавность работы, предохранить от коррозии.
содержание .. 50 51 52 53 54 55 56 57 58 59 60 ..