содержание .. 30 31 32 33 34 35 36 37 38 39 40 ..
Радиусные шаблоны
Для контроля радиусов наружных и внутренних
закруглений выпускают наборы радиусных шаблонов (рис. 50),
представляющие собой стальные пластинки 1 с профилем
дуги окружности. Радиусные шаблоны используют в качестве прикладных
нормальных калибров с контролем по световой щели. Наряду со своей
простотой контроль фасонных поверхностей плоских деталей прикладными и
накладными калибрами имеет существенный недостаток: оценку годности
детали производят визуально.

Некоторые примеры контроля фасонных поверхностей плоских деталей с
помощью предельных профильных калибров приведены на рис. 51. Контроль
двумя калибрами (рис. 51,а), один из которых (1) с размером Rmin
является калибром наименьшего радиуса, а второй (3) с размером Rmax —
калибром наибольшего предельного радиуса, производят по световой щели.
Для данного случая при наложении калибра наименьшего радиуса на деталь 2
не допускается просвет по середине, а для калибра наибольшего радиуса —
по краям (по схеме контроля, показанной на рисунке, деталь является
годной). Если контролируют выпуклую поверхность, то для калибра
наименьшего радиуса просвет не допускается по краям, а для калибра
наибольшего радиуса — по середине. При контроле профиля сложной формы
различные участки проверяют отдельными калибрами. Способ применяется при
допусках формы поверхности не менее 0,2 мм. В качестве предельных
калибров могут использоваться радиусные шаблоны (см. рис. 50), если
проверку производить двумя шаблонами с разными радиусами.

Контроль плавных профилей высокой точности, без резких переходов, можно
осуществлять калибром с предельными пробками (рис, 51,6). Проверяемая
деталь 6 устанавливается относительно калибра 4 так, что между профилями
калибра и детали образуется зазор, номинальное значение которого принято
равным 3—5 мм. Допускаемые отклонения на элементы профиля детали будут
увеличивать или уменьшать этот зазор. Это учитывают при расчете размеров
проходной и непроходной пробок 5. Если допуски по разным участкам
профиля неодинаковы, то применяют разные непроходные пробки. Способ
используют при допусках формы поверхности от 0,01
мм и более.
Фасонные поверхности мелких плоских деталей целесообразно контролировать
на проекционных приборах (проекторах), принцип работы которых
заключается в сравнении с чертежом спроектированного на экран прибора,
увеличенного в 20—200 раз изображения профиля детали, установленной на
столе прибора. Чертеж выполняют в том же масштабе. На проекционных
приборах контролируют профиль детали по ряду заданных точек с помощью
продольных, поперечных и угловых перемещений стола. Перемещения стола
фиксируются на отсчетных устройствах прибора. Некоторые модели
проекторов оснащены центровыми бабками, что позволяет производить
контроль профиля фасонных деталей с установкой их на центрах.
Выпускаемые проекторы имеют размеры экрана 240x300— 600X670 мм, цену
деления шкал для отсчета перемещений стола 0,01—0,001 мм и пределы
допускаемых погрешностей измерений ±0,005—±0,003. мм. Резьбовые
поверхности являются сложными, их форма определяется рядом параметров
(рис. 52).
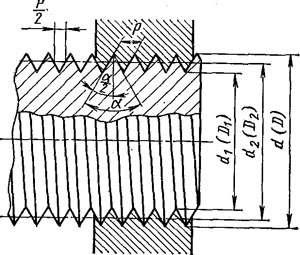
Рис. 52. Основные параметры резьбовых деталей
1. Средний диаметр резьбы d2 (D2)—диаметр воображаемого цилиндра,
соосного с резьбой, образующие которого пересекают профиль резьбы в
точках, где ширина канавки равна половине номинального шага резьбы в
точках (для однозаходных резьб).
2. Шаг резьбы Р — расстояние между двумя соседними одноименными боковыми
сторонами профиля, измеренное в направлении, параллельном оси резьбы.
3. Угол профиля резьбы а — угол между боковыми сторонами профиля в
осевой плоскости. Так как в процессе нарезания резьбы из-за неточностей
установки детали или резьбонарезного инструмента может возникнуть
перекос резьбы, то устанавливают еще значение половины угла профиля:
0,5а. Измеряя половину угла профиля по левой и по правой сторонам,
определяют возможный перекос резьбы.
К числу параметров резьбовых поверхностей относятся также наружный d(D)
и внутренний di(Di) диаметры резьбы. Наружный диаметр для большинства
резьб принимают за номинальный.
Строчными буквами (d2, d и dx) обозначают диаметры наружных резьб
(резьбы болтов), а прописными (D2; D и D1) — диаметры внутренних резьб
(резьбы гаек).
Для всех резьбовых соединений общими требованиями являются надежность,
долговечность, свинчиваемость без подгонки, т. е. взаимозаменяемость без
нарушения эксплуатационных качеств. Эти требования обеспечивают
изготовление с заданной точностью трех основных параметров резьбовых
деталей: среднего диаметра, шага и угла профиля (половины угла профиля)
резьбы, которые и контролируют. Что касается наружного диаметра резьбы
болта и внутреннего диаметра резьбы гайки, то они при нарезании резьбы
остаются без изменения такими, какими они были в заготовке, так как
резьбонарезной инструмент с поверхностями этих диаметров не
контактирует. При необходимости (при контроле некоторых специальных
резьб) наружный диаметр резьбы болта контролируют гладкими предельными
калибрами-скобами, а внутренний диаметр резьбы гайки — гладкими
предельными калибрами-пробками. Для разовых проверок или в случае
необходимости решения спорных вопросов измерение этих диаметров проводят
с помощью универсальных измерительных средств.