содержание .. 30 31 32 33 34 35 36 37 38 39 40 ..
Пневматические скалки
Удобным и надежным средством для измерения
изогнутости оси отверстия служат специальные пневматические скалки (рис.
42) с двумя центрирующими поясками 1 и 4 и выходным соплом 2.
Поворачивая скалку в отверстии контролируемой детали 3 на 360°, находят
наибольшее и наименьшее показания по шкале прибора, по которым и
определяют изогнутость проверяемого отверстия. При совпадении длины I,
на которой чертежом детали задана изогнутость отверстия, с базовой
длиной прибора, изогнутость будет равна полуразности показаний прибора.
При большой глубине отверстий применяют специальные оптико-механические
приборы. В массовом производстве для этих проверок создаются специальные
контрольные приспособления.

Рис. 42. Пневматическая скалка для измерения изогнутости оси отверстия
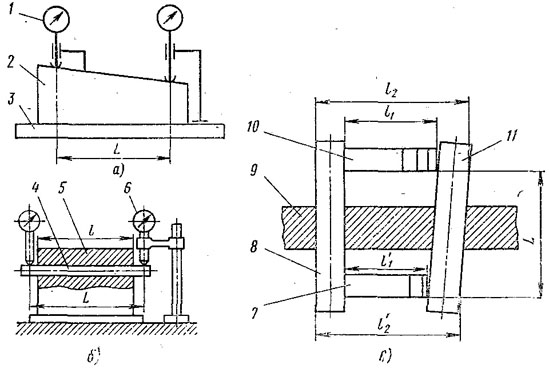
Рис. 43. Схемы измерения отклонений от параллельности
Измерение отклонений от параллельности плоскостей (в цеховых условиях) можно выполнять с помощью измерительной головки, закрепленной в универсальной стойке (рис. 43,а).
Проверяемую деталь 2 устанавливают непосредственно базовой поверхностью или на трех мерных прокладках на поверочную плиту 3, а измерительную головку 1 перемещают по плите, определяя разность ее показаний по длине L. По этой разности судят о непараллельное плоскостей детали. Аналогично может быть измерено отклонение от параллельности двух плоскостей у ступенчатой детали, но стойку с измерительной головкой перемещают по базовой плоскости детали, а наконечник измерительной головки — по проверяемой поверхности. Пример измерения отклонений от параллельности плоскости и оси отверстия показан на рис. 43,6. Контрольный валик 4 должен плотно (без зазоров) входить в отверстие проверяемой детали 5. Для этого применяют набор валиков с диаметрами, незначительно отличающимися один от другого, или специальные разжимные устройства, обеспечивающие точное центрирование контрольного валика в отверстии. Допускаемые отклонения от параллельности могут быть заданы как в габаритах деталей, так и на любой другой длине, что следует учитывать, получив разность показаний измерительной головки 6, так как длина L, на которой получены эти показания, может не совпадать с заданной длиной. В этом случае нужно произвести пересчет полученных показаний.
Схема измерения отклонений от параллельности осей
двух отверстий аналогична схеме, показанной на рис. 43, б, но базовую
плоскость заменяют валиком, установленным в одно из отверстий детали, а
свободными концами опирающимся на две призмы. Отклонение от
параллельности осей отверстий детали 9 можно определить с помощью двух
контрольных оправок 8 и 11 (рис. 43, в). На заданной длине L с помощью
концевых мер длины 7 и 10 (или измерительных инструментов) измеряют
l1 и l' 1 или 12 и
1'2. По разности размеров (при необходимости с пересчетом) устанавливают
проверяемое отклонение от параллельности осей.
Для измерения отклонений от параллельности плоскостей и осей отверстий
или валов применяют также уровни, оптические приборы и специальные
контрольные приспособления.