содержание .. 160 161 162 163 164 165 166 167 168 169 ..
14.8. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ ФИЛЬЕР
Изготовление фильер
Технологический маршрут обработки фильеры
ФЧПлЗл-12,5-1500/0,04 (ГОСТ 19447—80) для формования химических волокон
из расплавов приведен в табл. 14.4. Предварительно обработанный слиток,
имеющий толщину 12 мм, подвергают четырехкратной прокатке до толщины
0,26+0,02 мм. Далее следует операция продавливания 1500 отверстий,
выполняемая на полуавтомате с программным управлением. Полуавтомат
предназначен для продавливания капилляров диаметром 0,04—0,08 мм с
плоским дном диаметром 12,5 мм из сплавов драгоценных металлов. На
полуавтомате одновременно обрабатывают три фильеры. Полуавтомат (рис.
14.7), позволяет производить продавливание фильер с различным числом
капилляров по окружности с различным количеством рядов.
Стальная фильера показана на рис. 14.8. Технологический маршрут
обработки стальной фильеры типа 1, исполнения 6, с профилированным
капилляром (профиль 3) приведен в табл. 14.5.
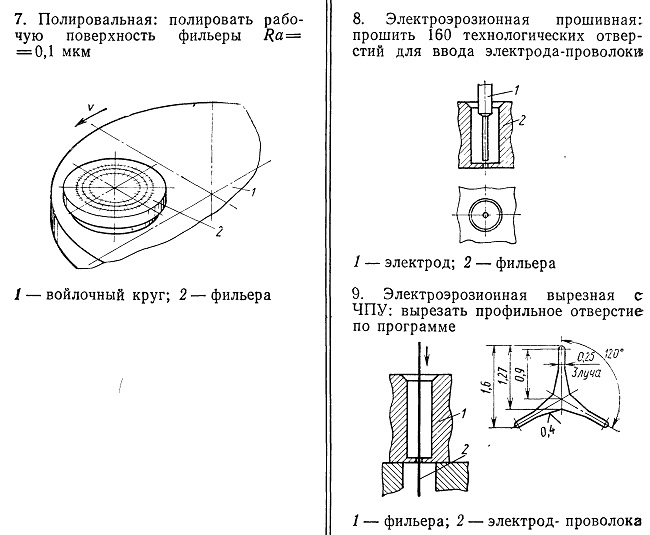
Для изготовления фильер с профильными капиллярами применяют два
технологических процесса, основанных на электроэрозионных методах
обработки. Первый — метод обратного копирования (рис. 14.9). На
проволочном вырезном станке в медной или
латунной матрице вырезается требуемый профиль капилляра. С помощью этой
матрицы на копировально-прошивочном станке изготовляют профилированный
инструмент — электрод. Затем на том же станке этим инструментом
прошивают в фильере профильный капилляр. Второй метод — непосредственное
вырезание профильных капилляров в фильере на проволочных вырезных
станках с числовым программным управлением (рис. 14.10).

Рис. 14.7. Общий вид полуавтомата 1580 с программным управлением для продавливания капилляров в фильерах

Рис. 14.8. Стальная фильера

Рис. 14.9. Обработка профильных капилляров методом обратного копирования:
а — прошивка заходного отверстия в медной пластине; б — вырезка профильного отверстия на станке с ЧПУ по заданной программе; в — обработка профильного электрода; г — прошивка профильного капилляра; 1 — пластина; 2— электрод; 3— проволока-инструмент; 4 — профильный электрод; 5 — обрабатываемая фильера
Таблица 14.5. Технологический маршрут обработки стальной фильеры

содержание .. 160 161 162 163 164 165 166 167 168 169 ..