содержание .. 160 161 162 163 164 165 166 167 168 169 ..
14.9. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ИЗГОТОВЛЕНИЯ
НАБОРНЫХ ВАЛОВ В ТЕКСТИЛЬНОМ ОБОРУДОВАНИИ
Назначение и конструктивные особенности наборных валов. В
красильно-отделочном оборудовании широкое применение находят валы
(металлические, обрезиненные и наборные), используемые в отжимных парах.
Металлические валы могут быть сплошными, полыми и полу-обогреваемыми.
Металлические валы выполняют сплошными, если
их диаметр не превышает 120 мм. Если диаметр более
120 мм, то валы изготовляют полыми. Обрезиненные валы представляют собой
обычные металлические полые валы, поверхность которых покрывается слоем
эбонита или резины.
Наборные валы (рис. 14.11) являются основными рабочими органами
каландров (водяных, отделочных, серебристых и др.). Поверхность таких
валов должна быть упругой. В качестве наборных элементов валов для
водяных каландров применяют миткаль, волокна джута, кенафа или хлопка.
Наборные валы из миткаля очень дорогие, так как для их изготовления
шириной 120 см и диаметром 510 мм расходуется большое количество
миткаля, причем большая часть уходит в отходы.
Для отделочных, серебристых и тиснильных каландров в качестве наборных
элементов используют шерстяную бумагу. Чем больше шерстяного волокна в
бумаге, тем лучше качество наборного вала, тем большей упругостью он
обладает.
При изготовлении наборных валов особое внимание необходимо уделять
подготовке материала наборных элементов: влажность
должна быть равномерной, так как твердость валов из материала неодинаковой влажности тоже будет неодинаковой. При этом на поверхности образуются кольцевые выступы и впадины, которые могут искривляться (стрела прогиба может составлять до 2—3 мм). Обычно подготовка материала наборных элементов заключается в длительной выдержке его на складе при температуре 20°С и влажности воздуха 65%.
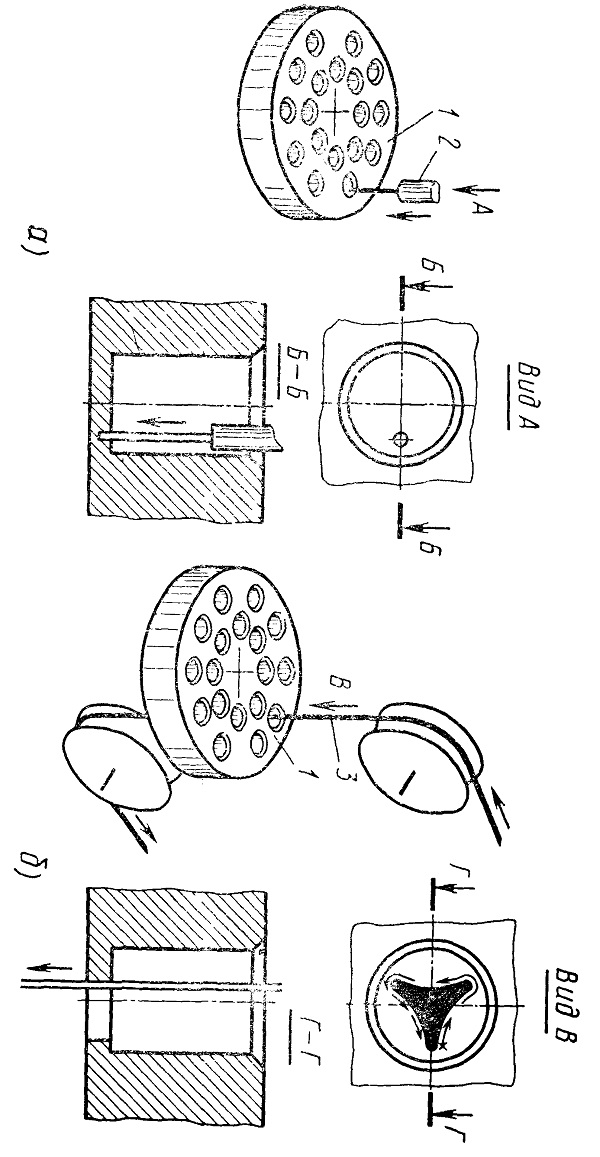
Рис. 14.10. Обработка профильных капилляров методом
вырезания на станках с ЧПУ:
а — прошивка заходного отверстия в фильере электродом на
электроэрозионном прошивном станке; б — вырезка профильного капилляра на
электроэрозионном станке с ЧПУ; 1 — фильера; 2— электрод; 3—
проволока-инструмент
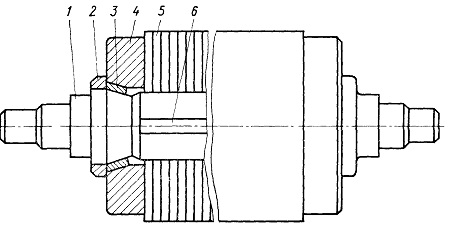
Рис. 14.11. Наборный вал:
1 — стержень; 2 — предохранительные кольца; 3 — разрезные конические
втулки-плашки; 4 — торцовые шайбы; 5 — набор; 6 — шпонка
содержание .. 160 161 162 163 164 165 166 167 168 169 ..