содержание .. 20 21 22 23 24 25 26 27 28 29 30 ..
КОНТРОЛЬ КАЧЕСТВА ВЫПОЛНЕНИЯ ЗАКЛЕПОЧНЫХ
СОЕДИНЕНИЙ
Контроль формы и размеров замыкающих головок заклепок. Диаметр
замыкающей головки обычной заклепки и заклепки с компенсатором
приблизительно должен быть равен 1,6с?, а минимальная высота -0,4 d, где
d — номинальный диаметр заклепки. Диаметр и высоту замыкающей головки
проверяют специальными шаблонами (рис. 44).
Диаметр замыкающей головки пустотелой заклепки должен быть на 0,5 мм
больше номинального диаметра заклепки. Размеры замыкающих головок
пустотелой заклепки и гайки-пистона определяются техническими
характеристиками постановочного инструмента.
Размеры замыкающих головок заклепок с сердечником и заклепок с высоким
сопротивлением срезу обеспечиваются их конструкцией.
Контроль качества соединений. Обязательно проверяют:
а) правильность расположения заклепок в швах, величину перемычки, а
также соответствие чертежам типов, размеров и материала заклепок;
б) состояние поверхности узлов, агрегатов в зоне заклепочных швов
(наличие хлопунов, провалов);
в) плотность прилегания закладных головок к поверхности соединяемых
деталей;
г) величину выступания потайных головок заклепок относительно
поверхности обшивки;
д) отсутствие механических повреждений на закладных и замыкающих
головках заклепок, а также на поверхностях деталей;
е) отсутствие трещин на замыкающих головках
заклепок.
Правильность расположения заклепок контролируют универсальными
инструментами по чертежам и техническим условиям. Тип, размер и материал
заклепок проверяют визуально. В спорных случаях материал заклепок
определяется спектральным анализом. Провалы обшивки, вызванные клепкой,
контролируют базовой линейкой и щупом.
Общее состояние поверхности обшивки контролируется визуально, при
необходимости используется лупа. Глубину царапин замеряют при помощи
индикаторного приспособления (см. рис. 41, б).
Плотность прилегания закладных головок заклепок к поверхности
соединяемых деталей контролируют с помощью щупов, а выступание потайных
закладных головок относительно поверхности обшивки проверяют
индикаторным приспособлением.

Рис. 44. Шаблон для проверки величины замыкающих головок заклепок

Рис. 45. Прибор для проверки величины выступания утолщенной части сердечника заклепки относительно поверхности детали
В соединениях, выполненных с помощью заклепок с сердечником,
дополнительно проверяют:
1) величину выступания Н утолщенной части сердечника относительно
поверхности детали (рис. 45);
2) прочность установки сердечника в корпусе (усилие выталкивания).
Основные дефекты клепки приведены в табл. 4 — 7.
Таблица 4
Дефекты, возникающие при клепке обычными заклепками


Таблица 5
Дефекты, возникающие при соединении пустотелыми заклепками

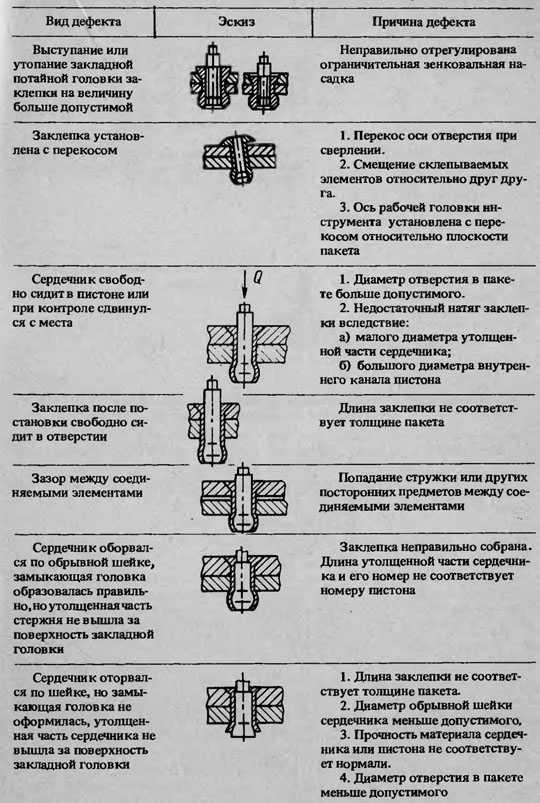

Таблица 7
Дефекты, возникающие при соединении заклепками с высок н сопротивлением срезу

содержание .. 20 21 22 23 24 25 26 27 28 29 30 ..