содержание .. 19 20 21 22 23 24 25 26 27 28 29 30 ..
Изготовление корпусных деталей химических машин и аппаратов
Химическое и нефтяное машино- и аппаратостроение обычно имеет
индивидуальный и мелкосерийный характер производства. Около 50%
химической и нефтяной аппаратуры изготовляется по индивидуальным заказам
и оригинальным моделям [7]. В таких условиях особенно затруднена
технологическая подготовка производства, которое характеризуется
применением преимущественно универсального металлорежущего и
кузнечно-прессового оборудования, невысокой оснащенностью специальным
оборудованием и приспособлениями, созданием временных специализированных
технологических процессов.
Анализ конструкций аппаратов показывает, что они в основном состоят из
однотипных деталей и сборочных единиц (обечаек, днищ, люков, штуцеров,
опор и т. п.). Это обусловливает возможность организации поточного
производства. При поточном методе производства аппаратуры создаются
специализированные участки и цехи, работающие по принципу поточных,
механизированных переналаживаемых линий для изготовления, обработки и
сборки стандартных и нормализованных деталей, сборочных, единиц и
изделий.
Основными деталями корпусов аппаратов химических производств являются
обечайки и днища, которые соединяются при помощи сварки.
Наиболее распространенными способами изготовления обечаек из листового
материала являются гибка, штамповка и сварка. Для изготовления обечаек
применяют сталь, выплавленную в мартеновских и электрических печах, и
сталь кислородно-конверторного производства. Обечайки изготовляют из
листовой стали обычного качества по ГОСТ 380—71 или высоколегированной
коррозионно-стойкой и жаростойкой стали по ГОСТ 7350—77.
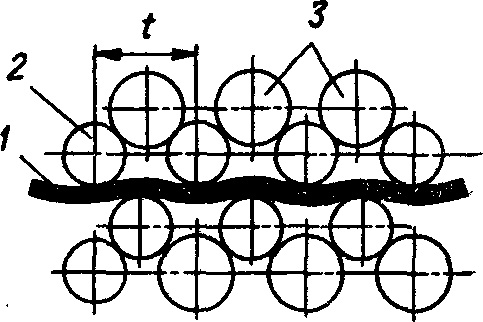
Рис. 36. Схема семивалковой правильной машины.
Листовой прокат, применяемый для изготовления обечаек, в некоторых
случаях имеет искажения поверхности и формы (волнистость, изгибы,
выпучины и другие дефекты). Указанные дефекты листов толщиной до 30 мм
исправляют правкой на листоправильных машинах-вальцах (рис. 36). Лист 1
пропускают в холодном состоянии между двумя рядами последовательно
расположенных рабочих валков 2. От прогиба рабочие валки предохраняются
опорными валками 3. Правка осуществляется многократным пластическим
изгибом, при котором волокна растягиваются и длина их становится
одинаковой. Лист движется между валками со скоростью 0,1 ...0,2 м/с.
Листовую сталь, применяемую для обечаек, очищают от
различных поверхностных загрязнений, окалины и ржавчины химическим
(травление разбавленными кислотами), термическим (газопламенная
обработка) и механическим (песко- и дробеструйная очистка) способами.
Наиболее распространенный способ дробеструйной очистки состоит в том,
что чугунная дробь диаметром 0,6...0,8 мм под действием центробежной
силы выбрасывается из рабочего колеса установки с большой скоростью (до
60 м/с) на очищаемую поверхность. Скорость движения листа 0,02...0,03
м/с. В результате динамического удара окалина разрушается и полностью
удаляется с поверхности металла.
Вырезают и обрабатывают заготовки обечаек по линиям разметки, которые
наносят при выполнении подготовительных операций в индивидуальном и
мелкосерийном производстве. При большем масштабе производства
используются прогрессивные способы разметки (например,
фотопроекционный).
В табл. 1 приведены припуски на обработку листового материала в зависимости от способа резки. Заготовки обечаек вырезают механическим, газовым и электрогазовым способами. Для резки металла механическим способом применяют различные ножницы, дисковые и ленточные пилы, диски трения и механические ножовки.
При резке на ножницах (рис. 37) разрезаемый лист 2 находится между
нижним неподвижным 3 и верхним подвижным 1 ножами. Усилие резания
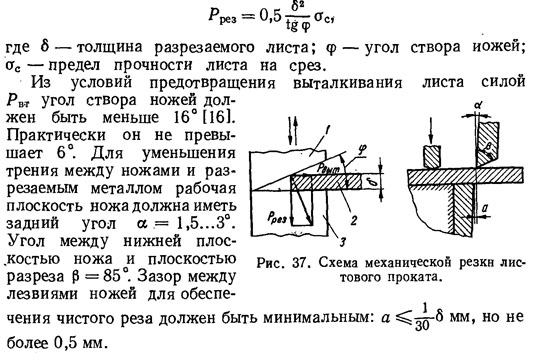
Заготовки для обечаек вырезают на гильотинных
ножницах, которые применяются для резки листового материала толщиной до
60 и длиной 1000...3200 мм. К недостаткам механической резки относятся
отсутствие возможности резания по криволинейному контуру и разделки
кромки под сварку, ограничение по толщине разрезаемого металла (до 60
мм), ограничение длины резания (до 3200 мм) и высокая стоимость
оборудования.
Широко применяют также и газовую резку металла.
Этим способом можно резать металл любой толщины и длины по прямому и
криволинейному контурам с одновременной разделкой кромок под сварку,
получать достаточно высокую точность и чистоту реза, что дает
возможность исключить последующую механическую обработку кромок. Глубина
бороздок микронеровностей составляет
30...150 мкм.