содержание .. 60 61 62 63 64 65 66 67 68 69 70 ..
|
Заточка
строгальных ножей заточку на наждачном круге следует
пользоваться приспособлением Нечунаева (рис. 152, б).
|

Рис. 152. Станки для заточки ножей: а — ножеточильный полуавтомат ТчН12-3: 1 — станина, 2 — поворотный суппорт, 3 — каретка, 4 — поворотный суппорт шлифовальной головки, 5 — электродвигатель привода подачи, 6 — электродвигатель шлифовальной головки, 7 — маховичок поворота суппорта для крепления ножей, 8 — маховичок ручного перемещения суппорта шлифовальной головки; б — приспособление Нечунаева для заточки строгальных ножей: 1 — прорезные стойки плиты, 2 — угловой паз валика, 3 и 10 — крепежные болты, 4 — винты-зажимы каретки, 5 — наждачный круг, 6 — строгальный нож, 7 — прижимная планка для ножей, 8 — направляющий валик, 9 — прорезные стойки каретки, 11 — винтовое устройство болта, 12 — плита, 13 — брусья станины точила, 14 — основание плиты

Рис. 153. Ножевой вал фуговального станка:
а — с прямолинейным расположением ножей, б и в — с
винтовым расположением ножей; 1 — корпус, 2 — нож, 3 — клин, 4 — винт, 5
— регулировочный винт, 6 — прижимная планка, 7 — винт специальный
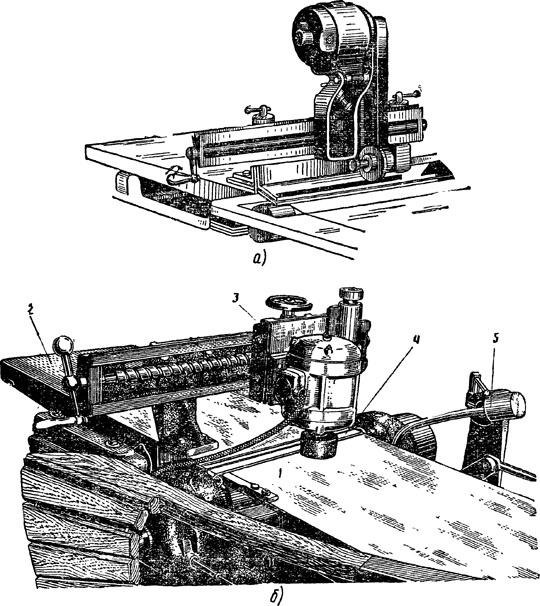
Рис. 154. Специальные точильные приспособления:
а — для заточки ножей по ножевому валу с плоским точильным кругом; б —
съемное приспособление для заточки и фуговки ножей на ножевом валу
фуговального станка: 1 — фиксатор ножевого вала, 2 — задний стол станка,
3 — приспособление, 4 — ножевой вал, 5 — противовес
|
В настоящее время стремятся затупившиеся
ножи затачивать непосредственно на станке, что требует меньше
времени, чем смена ножей. Такую заточку производят специальным
электро-точильным приспособлением (рис. 154), установленным
непосредственно на станке. Заточка ножей непосредственно на
ножевом валу и последующее их фугование обеспечивает необходимую
точность расположения режущих кромок ножей на одной окружности
резания. Такие остановки иногда производятся до двух
раз за смену. Чтобы сократить количество простоев станков, на
домостроительном комбинате треста «Стройиндустрия» по
предложению новатора Д. Прозорова применили напайку пластин из
металлокерамических твердых сплавов ВК-15 или ВК-20 на режущие
кромки дереворежущего инструмента. На станке ПАРК-1 была
упрощена ножевая головка (шарошка) вертикального вала станка
(рис. 155). Обычно головка состоит из двух шестизубых фрез и
циркульной пилы. Новая головка состоит из двух строгальных и
двух шпунтовочных ножей. На их режущие кромки напаиваются
.пластинки твердого сплава ВК-15 или ВК-20. Этот сплав карбида
вольфрама с кобальтом обладает высокой прочностью и стойкостью
против ударных нагрузок. Срок службы ножей с наплавленными
пластинками твердого сплава составляет пять лет, что в 30 раз
выше, чем ножей из лучших легированных сталей. Если раньше
заточку инструмента на станке ПАРК-1 приходилось производить
каждую смену, то теперь инструмент затачивается через 80—100
смен.
Рис. 155. Режущий инструмент станка ПАРК-1:
|

содержание .. 60 61 62 63 64 65 66 67 68 69 70 ..