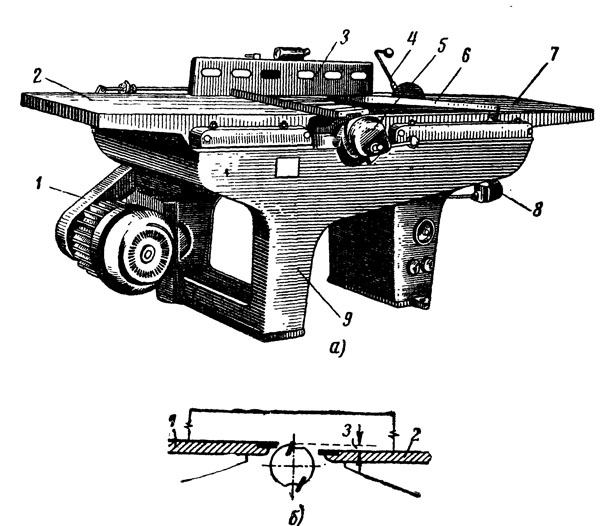
Фуговальный станок СФ6-2 (рис. 128, а) состоит из станины
9 и рабочего стола, представляющего собой две горизонтальные
гладкие чугунные плиты (задняя 2 и передняя 7), снабженные
тонкими стальными губками со стороны ножевого вала. Назначение
губок — защищать концы плит от истирания, уменьшать зазор между
ножами и плитами и осуществлять подпор волокон при срезании
стружки. Между плитами помещается ножевой вал 5. Ножевой вал
расположен так, что режущие кромки укрепленных на нем ножей
находятся на одном уровне с задней плитой. Каждую плиту можно
отдельно поднимать и опускать при помощи винта.
При работе на станке (рис. 128, б) заднюю плиту 1 устанавливают
на уровне режущих кромок ножей, а переднюю 2—ниже, на толщину
снимаемого слоя древесины. Чем ниже поставлена передняя плита,
тем толще сострагиваемый слой.
На столе закрепляется направляющая линейка 3 (см. рис. 128, а),
которую можно передвигать по ширине стола. Фуговальный станок
работает непосредственно от электродвигателя / через
клиноременную передачу.
При фуговании обрабатываемый материал кладут на переднюю плиту
стола по возможности под прямым углом к ножевому валу и, плотно
прижимая к плите левой рукой близ ножей, правой дальше от них,
надвигают его на ножи, которые строгают нижнюю поверхность
детали.
Когда передний конец детали пройдет за
ножи, деталь прижимают левой рукой к поверхности задней плиты, а
правой к поверхности передней плиты. Нажим должен быть по
возможности одинаковым, а подача — плавной и равномерной.
Вначале острагивают широкую сторону детали (пласть), а затем
узкую (кромку). При строгании второй смежной стороны деталь
следует прижимать к столу и к направляющей линейке.
Во избежание излишних задиров волокон
строгать надо по слою. При строгании деталей из сосновой
древесины рекомендуется рабочий стол протирать тряпкой,
смоченной керосином, так как выделяемая из древесины смола
пристает к столу и затрудняет продвижение деталей.
При очень тщательной установке ножей на ножевом валу все же не
удается расположить их режущие кромки точно по одной окружности,
и в радиусах резания получается разница 0,5— 0,1 мм. Из-за этого
на обработанной поверхности появляются волны. Для уменьшения
этой разницы применяют приспособление для фугования и правки
ножей на месте установки. Приспособление выпускается вместе со
станком откидным и отдельно приставным. После фугования и правки
ножей разница между радиусами резания уменьшается до 0,03—0,02
мм и строганая поверхность получается более гладкой.
Точильную часть приспособления приводят в соприкосновение с
лезвием одного ножа на ножевом валу и закрепляют ее в таком
положении. Затем включают приспособление и перемещают его по
направляющей по всей длине ножа, выравнивая лезвие и выправляя
его. Закончив правку одного ножа, повертывают ножевой вал,
подводят под точильную часть приспособ* ления второй нож и
повторяют фугование и правку. Таким способом обрабатывают лезвия
всех закрепленных на ножевом валу ножей.
Для подачи материала нужно использовать особые
колодки-толкатели, обеспечивающие безопасность работы и не
допускающие соприкосновения пальцев с ножами.
Ширина строгания на станке СФ6-2 600 мм, толщина снимаемого слоя
6 мм, диаметр резания 125 мм, число ножей на валу 2, число
оборотов ножевого вала в минуту 5000, мощность электродвигателя
ножевого вала 4,5 кет. Вес станка 860 кг.