Фуговальный станок "СФ6А-2 с конвейерной
подачей (рис.
134) более мощный, он применяется для обработки одной или
нескольких заготовок шириной до 600 мм.
Четырехножевой вал станка приводится в движение через ременную
передачу электродвигателем. Для быстрого торможения ножевого
вала служит электромагнитный тормоз, действующий на торцовую
поверхность диска, насаженного на конец вала. По окружности
диска имеются отверстия для стопора, фиксирующего положение вала
при заточке ножей. Подача материала производится двухцепным
конвейером, снабженным поперечными планками, на которых имеются
пружинящие когти. Благодаря большому количеству когтей давление
каждого из них на заготовку незначительно и поэтому при движении
по столу заготовка не деформируется. Цепи с планками натянуты на
две пары звездочек — одну приводную и другую натяжную. Для
заточки и фугования ножей непосредственно на станке имеются
съемные приспособления
Схема рабочего места у фуговального станка
показана на рис. 135. Обрабатываемые на станке детали следует
располагать около станка так, чтобы работающему не приходилось
делать лишних переходов и движений.
На рабочем столе у щели ножевого вала должны быть установлены
острые стальные накладки, закрепленные заподлицо с
поверхностью стола. Расстояние между краями накладок и
поверхностью, которую описывают лезвия ножей, не более
3 мм. Края накладок должны быть ровными, без выщербин и
зазубрин. Поверхность рабочих столов и направляющей линейки
также должна быть ровной и гладкой.
Ножевой вал должен иметь быстро действующее при способление для
закрепления ножей.
Рис. 134. Кинематическая схема фуговального станка
с конвейерной подачей:
I — механизм настройки по высоте заднего стола, 2 — задний стол, 3 —
механизм привода конвейера, 4 — конвейер, 5 — передний стол, 6 —
механизм настройки по высоте переднего стола, 7 — механизм настройки
конвейера по высоте на толщину заготовки, 8 — ножевой вал
Заготовки короче 400 мм, уже 50 мм или
тоньше 30 мм при ручной подаче необходимо строгать только с
использованием специальных колодок — толкателей. Строгание
тонких и коротких деталей пачками может производиться только с
применением цулаги. Фасонное, криволинейное строгание
запрещается.
После установки обеих половин стола на требуемую высоту
подъемный механизм необходимо надежно закрепить в этом
положении. Плоскость заднего стола должна быть касательной к
цилиндрической поверхности, описываемой лезвиями ножей.
Нерабочая часть ножевого вала должна закрываться ограждением,
автоматически перемещающимся с направляющей линейкой. Крепление
направляющей линейки струбцинами запрещается.
На фуговальных станках с механической подачей одновременное
строгание двух и более деталей разной толщины допускается лишь
при условии надежного прижима каждой из них.
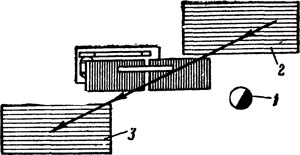
Рис. 135. Схема рабочего места у фуговального
станка:
1 — место станочника, 2 — заготовки, 3 — строганые детали