содержание .. 40 41 42 43 44 45 46 47 48 49 50 ..
МОНТАЖ СИСТЕМ УПРАВЛЕНИЯ ЛА
Наиболее экономично установку, регулировку и испытание элементов систем
управления ЛА производить в процессе сборки панелей, отсеков и
агрегатов, а при окончательной сборке только соединять их в одно целое.
Источники энергии, приводы и потребители обычно поступают с окончательно
обработанными отверстиями и монтаж их заключается в установке и
креплении болтами к соответствующим элементам конструкции.
Монтаж элементов управления, распределения и регулирования упрощается,
если эти элементы предварительно крепят на панелях или щитках, а затем
устанавливают на подготовленные места самолета. Детали систем управления
должны поступать из механо-сборочных цехов комплектно (тяги с вильчатыми
или ушковыми болтами, втулками, стаканчиками, вилками), проверенными и с
окончательно обработанными отверстиями и поверхностями (колонки, педали,
кронштейны и качалки). Все подшипники в системе управления должны быть
смазаны и легко вращаться.
На всех деталях и изделиях не должно быть механических повреждений и
нарушения антикоррозионного покрытия.
Шарнирные и крепежные болты устанавливают головкой вверх за исключением
труднодоступных мест, специально оговоренных на чертеже. На контровочные
гайки и ушки краской наносят контрольные метки. Все соединения должны
быть зашплинтованы и законтрены согласно чертежу.
Монтаж жестких проводок управления состоит из прокладки трубчатых тяг
через герметичные выводы, роликовые направляющие, отверстия в элементах
конструкции; соединения тяг с рычагами пультов, педалей, рукояток
промежуточными качалками, рычагами рулей, элеронов; соединения тяг между
собой. После завершения монтажа проверяют зазоры между подвижными
частями управления и элементами конструкции, которые обычно должны быть
не менее 5 мм. Между рычагами и тягами в крайних положениях зазоры
должны быть минимальны (рис. 67, а).

Рис. 67. Зазоры в элементах тяговых устройств:
1 - тяга; 2 — головка заклепки; 3 — ролик; 4 — качалка
Трубчатые заклепки, крепящие наконечники тяг, не
должны при их движении упираться в ролики (рис. 67, б). Необходимо,
чтобы в регулируемых концах тяг торец резьбового хвостовика неконечника
перекрывал контрольное отверстие.
Тросы перед монтажными работами предварительно растягивают усилием,
примерно равным половине разрушающего, концы их заплетают в коуш или
заделывают в наконечники. Тросы поступают соединенными с тандерами или
роликами и проверенными на отсутствие следов коррозии, заершенности
прядей, обрыва проволок и прядей. Резьбовые наконечники тросов должны
быть ввернуты в муфты тандеров на одинаковую длину. Максимальный выход
резьбы наконечника из муфты допускается не более чем на три нитки. При
прокладке и присоединении тросов следят, чтобы ось троса лежала в
плоскости симметрии ролика (рис. 68). Перекос троса в точке схода его с
ролика не должен превышать 2°. Для определения перекосов трос оттягивают
в точке А, расположенной на расстоянии 100 мм от точки схода его с
канавки, при отжиме троса до 3,5 мм его ось должна совпадать с осью
симметрии канавки.
Между деталями конструкции или оборудования, расположенными на
расстоянии менее 100 мм от точки схода троса с ролика, и тросом зазор
должен быть не менее 2 мм, а между подвижными деталями и тросом — не
менее 3 мм. При выходе тросов из оболочек не должно быть перекосов, а
предохранительные трубки тросов должны иметь плавные изгибы. Тросы
натягивают так, чтобы при повышении температуры они не слишком
провисали, а при понижении — не слишком натягивались. Окончательно тросы
натягивают после регулирования органов управления, которое проводят для
того, чтобы обеспечить правильность и безотказность действия всех
механизмов и узлов.
После регулировки проводят испытания системы управления, которые
заключаются в проверке усилий, необходимых для приведения в действие
механизмов, определении величины потребляемой энергии, проверке люфта
управляемого органа. Для этого рули и элероны защемляют струбцинами, а к
ручке управления прикладывают эксплуатационную нагрузку. После снятия
нагрузки ручка управления должна вернуться в исходное положение.
На самолете обычно проверяют величину трения в системе управления. Так,
силу трения в системе управления элерона замеряют при помощи грузов,
подвешенных на гибкой нити, прикрепленной к специальному сектору на
ручке управления.
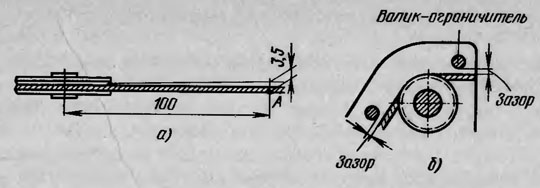
Рис. 68. Проверка перекоса (а) и зазоров (б) тросовой проводки
содержание .. 40 41 42 43 44 45 46 47 48 49 50 ..