содержание .. 10 11 12 13 14 15 16 17 18 19 20 ..
ОБЩИЕ ПОНЯТИЯ О ВЗАИМОЗАМЕНЯЕМОСТИ В САМОЛЕТОСТРОЕНИИ
В общем машиностроении взаимозаменяемость,
позволяющая произ-водить сборку без дополнительной подгонки элементов
конструкции, обеспечивается путем изготовления деталей в пределах
заданных допусков. Точность изготовления деталей контролируют с помощью
универсальных и специальных мерительных инструментов и приспособлений.
В самолетостроении такой метод обеспечения взаимозаменяемости используют
при изготовлении жестких деталей и узлов (цилиндров, штоков, поршней,
узлов навески колес, подъемников, золотниковых пар и т. д.). При
изготовлении же деталей каркаса планера и обшивки, имеющих большие
габаритные размеры и малую жесткость, применяют плазово-шаблонный и
макетно-эталонный методы обеспечения взаимозаменяемости.
Сущность плазово-шаблонного метода обеспечения взаимозаменяемости
заключается в том, что для всех сопрягаемых элементов планера самолета
(узла, агрегата, изделия в целом) создается единый эталон внешних форм и
размеров в виде теоретического плаза, представляющего собой чертеж
изделия в натуральную величину со всеми проекциями и сечениями.
Теоретические плазы обычно делают металлическими. Основными элементами
металлического плаза (рис.
15) являются плазовый стол и панели плаза.
Копия с соответствующего контура теоретического плаза, выполненная на
специальном прозрачном материале (винипрозе), называется конструктивным
плазом. На конструктивном плазе Дополнительно вычерчивают тушью все
детали, входящие в сечение, указывают оси, а также наносят буквенную и
цифровую информацию.

Рис. 15. Теоретический плаз
Конструктивный плаз используется для изготовления шаблонов.
Шаблон — это плоский носитель формы и размеров
деталей и других сборочных единиц. Его изготавливают из листовой стали
толщиной 1,5 мм.
На шаблонах сверлят базовые (БО), сборочные (СО), направляющие (НО),
шпилечные (ШО), инструментальные (ИО) и другие отверстия, наносят оси и
всю информацию, необходимую для использования шаблона в производстве.
Базовые отверстия предназначены для установки шаблонов на теоретических
плазах при обработке контура, переноса осей, а также для технологической
увязки шаблонов между собой. Сборочные отверстия используют для фиксации
деталей при сборке, направляющие — для рассверливания отверстий (они
исключают разметку), шпилечные — для фиксации деталей на формблоках,
инструментальные — для фиксации деталей на штампах при просечке вырезов
и пробивке отверстий.
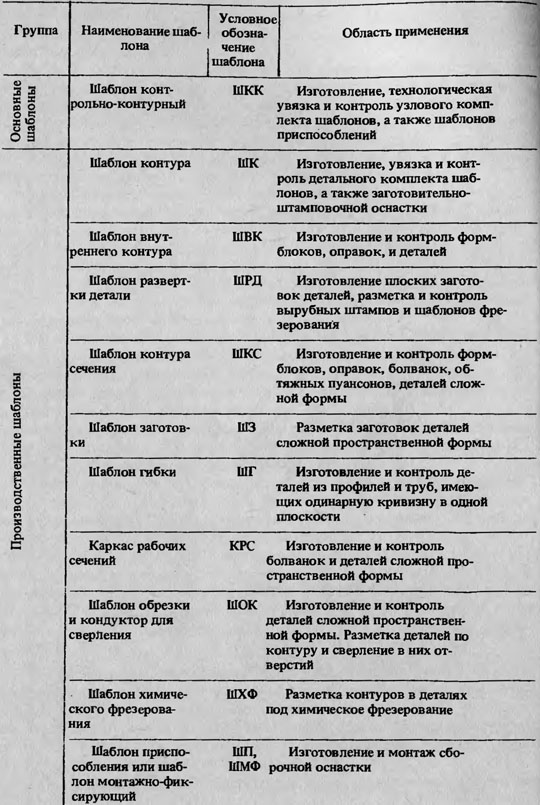
Применяемые в производстве летательных аппаратов шаблоны подразделяют на
две группы: основные и производственные (рабочие). Основные шаблоны
окрашивают в красный цвет. Они хранятся в плазово-шаблонном цехе.
Рабочие шаблоны — черного цвета, они применяются в основных и
вспомогательных цехах предприятий.
В табл. 1 приведена классификация шаблонов и область их применения.
Основные и производственные шаблоны для изготовления отдельных элементов
крыла и их увязка показаны на рис. 16.
Номенклатура шаблонов, используемых в производстве, обусловлена
особенностями форм деталей и технологических процессов их изготовления.
В конструкциях самолетов наиболее распространены три типа деталей:
плоские детали с бортами, изготавливаемые из листовых заготовок гибкой
без значительных деформаций;
детали сложной пространственной конфигурации, изготавливаемые из
листовых заготовок штамповкой со значительными деформациями; профильные
детали, изготавливаемые из профилей.
Детали первого типа изготавливают по следующей технологической схеме:
вырезка точной заготовки (без припуска) (это возможно, так как величина
последующей деформации невелика), сверление всех необходимых отверстий и
формообразование на формблоках. Раскрой листового материала на заготовки
и сверление в них инструментальных, сборочных и направляющих отверстий
выполняют по ШРД, формблоки изготовляют при помощи шаблонов внутреннего
контура ШВК, взаимную увязку шаблонов ШРД и ШВК производят при помощи ШК,
по нему же может быть изготовлено приспособление для контроля готовой
детали (по коиту-руШК).
Технологическая последовательность изготовления деталей второй группы
следующая: раскрой заготовок с большим припуском, формообразование на
болванках, обтяжных пуансонах, в штампах и т. п., удаление припуска и
сверление отверстий. Вырезка заготовок осуществляется по ШЗ,
изготовление оснастки для формообразования — по ШКС, удаление припуска и
сверление отверстий — по ШОК.

Классификация шаблонов
Детали третьей группы подвергаются гибке на оправках, которые
изготавливают по шаблонам гибки ШГ, с последующей торцовкой и сверлением
отверстий, которые производят по шаблонам ШОК-
Полки стрингеров, борта нервюр и шпангоутов часто располагаются по
отношению к стенке не под прямым углом, т. е. имеют малку (рис. 17). Под
малкой М понимают угол между нормалью к плоскости стенки и касательной в
данной точке к внешней поверхности отбортованной детали. Малки бывают
открытые (Мотк = а - 90°), закрытые (Мзак = 90° - а) и нулевые ( а =
90°).
Информацию о величине малки наносят на теоретический и конструктивный
плазы, на UIKK и некоторые другие шаблоны (см. рис. 16). Плоские шаблоны
позволяют получить полное представление о конфигурации деталей.
Например, обозначение Б6В МО Р4 означает, что борт детали выполнен
высотой 6 мм, отогнут вверх, имеет нулевую малку и радиус перехода к
стенке 4 мм.
Сборочную оснастку для узлов и агрегатов средних и больших самолетов
изготовляют в системе инструментального стенда и плаз-кондуктора.

Инструментальный стенд (рис. 18) предназначен для точной установки в
пространстве фиксирующих узлов приспособлений. Инструментальный стенд
имеет координатные линейки, параллельные трем осям прямоугольной системы
координат. В координатных линейках имеются отверстия с запрессованными в
них втулками, по которым можно установить любой размер, кратный 200 мм,
между монтируемыми фиксаторами. Промежуточные размеры определяют с
помощью постоянных дистанционных калибров или универсального
микрометрического калибра.

Плаз-кондуктор (рис. 19) предназначен для увязки
осей крепежных отверстий фиксирующих элементов (рубильников, ложементов,
плит и др.) с их рабочим контуром. Плаз-кондуктор имеет координатные
линейки, в отверстия которых запрессованы втулки 8Н7 с шагом 50±0,01 мм.
При макетно-эталонном методе по шаблонам создается макет или эталон
поверхности агрегата. По эталону поверхности изготавливают слепки из
пескоклеевой массы, по которым воспроизводят пуансоны и матрицы для
формовки деталей обшивок и каркаса. По эталону изготавливают эталоны
отдельных узлов, а по ним — приспособления для сборки узлов.
Этот метод получил широкое распространение при производстве самолетов
легкого типа.
За последние 15 лет внедрены аналитические способы построения сложных
аэродинамических поверхностей с помощью электронно-вычислительной
техники. Это позволило в ряде случаев полностью отказаться от
графического построения контуров и элементов конструкции на плазе,
исключить теоретические и конструктивные плазы. Появилась возможность
вводить данные о математически заданной поверхности в станки с
программным управлением и на них непосредственно изготавливать шаблоны и
даже обойтись без шаблонов при изготовлении по программе на специальных
станках с ЧПУ обтяжных пуансонов, формблоков, контурных фиксаторов
(рубильников) и жестких деталей с обводообразующими поверхностями
(фонари, люки, панели, профили разъема и т. д.).
Применение при изготовлении оснастки и деталей методов, характерных для
общего машиностроения, позволило существенно сократить цикл подготовки
серийного производства новых изделий, уменьшить трудоемкость их
изготовления и повысить точность изделий.
содержание .. 10 11 12 13 14 15 16 17 18 19 20 ..