содержание .. 110 111 112 113 114 115 116 117 118 119 ..
11.10. ТЕХНОЛОГИЧЕСКИЕ
ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ ЦИЛИНДРОВЫХ СТОЕК ВЫТЯЖНОГО ПРИБОРА
Изготовление цилиндровых стоек вытяжного прибора
Технологический маршрут обработки цилиндровых стоек из чугуна приведен в табл. 11.13. Обработка производится на универсальном оборудовании. Выбор технологической последовательности обработки подчинен точному выполнению заданных технических условий с учетом конструкции
детали. Технологический процесс механической
обработки стоек построен по методу концентрации операций и деталей.
Обработка цилиндровых стоек на универсальных станках требует большого
количества перестановок деталей, что снижает точность взаимного
расположения обрабатываемых поверхностей.
Поэтому для уменьшения погрешности базирования на
первых четырех операциях производится фрезерование и шлифование боковых
плоскостей стойки, которые при дальнейшей обработке являются главными
базирующими установочными поверхностями.
Фрезерование боковых плоскостей осуществляется на карусельно-фрезерных
станках. Детали в количестве восьми штук устанавливают в специальные
приспособления, которые закрепляют на столе станка. Инструментом
являются две торцовые фрезы диаметром 320 мм со вставными ножами из
твердого сплава ВК8.
Шлифование производится на плоскошлифовальных станках. Детали в
количестве восьми штук укладывают на магнитной плите. Инструментом
является шлифовальный круг размером 350Х125Х Х40 мм из черного
карборунда, зернистостью 40—25.
Для соблюдения принципа постоянства баз после фрезерования и шлифования
боковых плоскостей обрабатывают отверстия под шейки вытяжных цилиндров,
которые при дальнейшей обработке являются дополнительными установочными
базирующими поверхностями. Дальнейшая механическая обработка
многочисленных поверхностей, пазов, отверстий ведется с базированием на
шлифованную боковую плоскость и обработанные отверстия под шейки
вытяжных цилиндров. Технологическая последовательность обработки может
изменяться в зависимости от конструкции стойки и имеющегося
оборудования.
Форма алюминиевой стойки (см. рис. 11.19) значительна упрощена по
сравнению с формой чугунной стойки, поэтому технологический маршрут ее
обработки включает меньшее количество операций. На первых операциях так
же, как и у чугунных стоек, осуществляют подготовку базирующих
поверхностей для дальнейшей обработки. Главной базирующей установочной
поверхностью является необрабатываемая боковая плоскость, а
дополнительными— отверстия, обрабатываемые на второй операции.
Базирование осуществляется по плоскости и двум отверстиям.
Технологический процесс механической обработки алюминиевых стоек также
основан на методе концентрации операций и деталей и осуществляется на
универсальных станках.
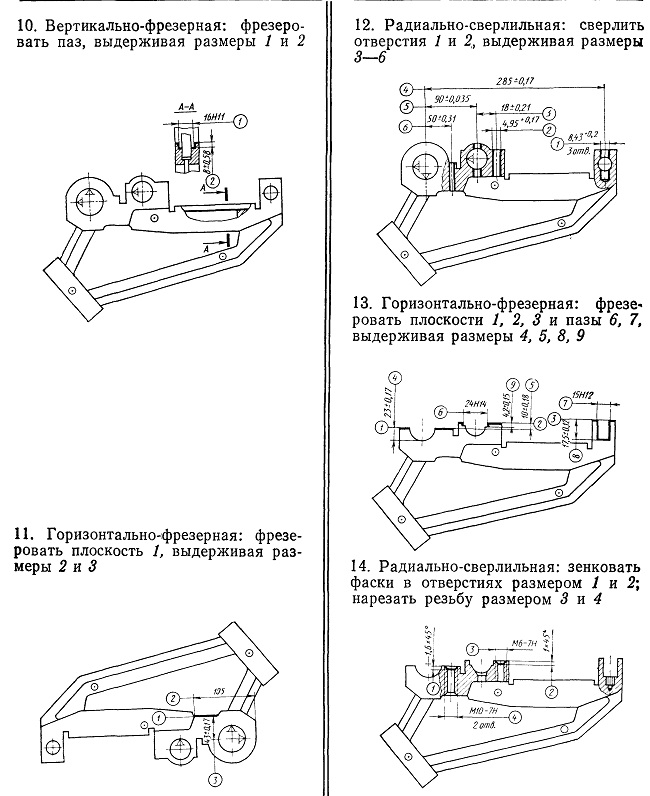
Таблица 11.13. Технологический маршрут механической обработки цилиндровых стоек из чугуна

содержание .. 110 111 112 113 114 115 116 117 118 119 ..