При механизированном сверлении применяют электросверлилки и
сверлильные станки. Режущим инструментом сверлильных станков
являются концевые одно- и двухзубые фрезы и сверла. Сверла
подбирают в зависимости от диаметра обрабатываемых отверстий и
после проверки правильности их заточки укрепляют в патронах
сверлильных головок. Правильность установки режущего инструмента
контролируют после обработки пробной детали, замеряя ширину
выбранного в ней гнезда.
Для сверления отверстий используют следующие основные виды сверл
и концевых фрез (рис. 206, а—и): для сверления вдоль волокон —
ложечные (рис. 206, г), спиральные с конической заточкой (рис.
206, д) для сверления поперек волокон — центровые (рис. 206, а)
и спиральные с подрезателями (рис.
206, е); для сверления длинных отверстий — винтовые, шнековые и
штопорные (рис. 206, ж, з, и)\ для сверления фанеры — сверла с
круговыми подрезателями; для сверления чистых отверстий— сверла
с зубчатыми подрезателями (рис. 206, в); для работы на
сверлильно-пазовальных станках — фрезы концевые цельные
двухзубые и концевые со съемными ножами.
Пробочное сверло бесцентровое (рис. 206, б) применяется для
сверления несквозных отверстий под головки болтов, шайб и для
высверливания сучков при заделке их пробками. Работает сверло
при нажиме на него сверху.
Диаметр пробочных сверл от 15 до 50 мм, иногда на круговом
подрезателе делают зубчики, как у пилы. Диаметр сверл с
зубчатыми подрезателями бывает от 30 до 100 мм. Последние
применяются только для механизированного сверления (на станках).
Универсальное раздвижное сверло (рис. 206, к) имеет подвижной
резец с дорожником для сверления отверстия нужного диаметра,
резец закрепляется винтом. Подвижная режущая часть придается
сверлу в двух комплектах: меньшая для сверления отверстий
диаметром от 15 до 40 мм и большая — диаметром от 40 до 75 мм.
Применяется сверло для сверления вдоль и поперек волокон.
В нижнем конце основной части сверло 1 укрепляется при помощи
прижимной планки 2 и винта 3, подвижная часть 5 может
передвигаться вправо и влево и дает возможность установить
сверло на требуемый радиус сверления. Величина радиуса сверления
в миллиметрах указывается делениями, нанесенными на подвижной
части. Подвижная часть 5 имеет две режущие кромки: дорожник 4
для перерезания волокон древесины и кромку 6 для снятия стружки.
Нижняя часть сверла 7 составляет
одно целое с основной частью сверла 1 и
представляет собой самостоятельное сверло меньшего диаметра.
Для высверливания шиповых гнезд применяется сверло с зубчатыми
насечками режущих кромок. Сверло, вращаясь, выдерживает точно
заданные размеры и создает небольшое сопротивление резанию.
Рис. 206. Станочные сверла:
а — станочное центровое; б — пробочное бесцентровое; в — с зубчатыми
подрезателями; г — ложечное; б — спиральное с конической заточкой; е —
спиральное с центром и подрезателями; ж — винтовое; з — шнековое; и —
штопорное; к — универсальное раздвижное:
1 — сверло, 2 — прижимная планка, 3 — винт, 4 — дорожник, 5 — подвижная
часть, 6 — кромка для снятия стружки, 7 — нижняя часть сверла; л —
пустотелое с выталкивателем; м — комбинированное с конической фрезой
Эти два вида сверл применяются
исключительно для механизированного сверления.
Для выполнения сквозных отверстий, в особенности большого
диаметра, или полуокружностей целесообразно применять
цилиндрические пилки диаметром 20—100 мм с выталкивателем (рис.
206, л). В сочетании с конической фрезой пилки можно применять
для образования конических отверстий (рис. 206, м).
При изготовлении сквозных отверстий большого диаметра
цилиндрические пилки с выталкивателем обладают большим
преимуществом перед другими типами сверлильного инструмента
вследствие меньшей затраты мощности на сверление.
Для высверливания продолговатых гнезд и пазов на
сверлильно-пазовальных станках применяют спиральные и пазовые
сверла. Спиральное сверло имеет винтообразные боковые грани. Его
обычно применяют для образования цилиндрических отверстий.
При выборке продолговатого гнезда таким сверлом вначале
высверливают отверстие у одного конца гнезда, затем у другого.
После делают несколько промежуточных отверстий между крайними,
затем боковым резанием выбирают всю оставшуюся древесину. При
внедрении в древесину пазовые сверла работают резцами на конце,
при продвижении в сторону — боковыми гранями.
Преимущество спиральных сверл в том, что они лучше отводят
стружку. Производительность пазовых сверл выше спиральных.
Рис. 207. Пазовые сверла:
а — однорезцовое, б — двухрезцовое, в — трехрезцовое
Пазовые сверла (рис. 207) называют концевыми фрезами. Они бывают
с одним, двумя, тремя бордовыми резцами. Однорезцовые сверла
применяют для сверления отверстий небольшого диаметра и малой
глубины. При выборке продольных гнезд процесс разделяется на
углубление сверла (процесс сверления) и перемещение его или
обрабатываемой детали в продольном направлении (процесс
фрезерования).
Для сверления отверстий различных диаметров приходится сменять
сверла и налаживать их, а это связано со значительной затратой
времени. Универсальное сверло (рис. 203) не требует такой смены
при переходе на другой диаметр сверления. Оно применяется для
высверливания крупных отверстий диаметром от 35 до 90 мм в
деталях толщиной до 25 мм.
В корпус 1 посажен хвостовик 2, соединенный штифтом 3 с .
центрирующим устройством 4, прижимаемым пружиной 5. В этом же
корпусе гайками 6 крепятся резцедержатели 7, в которых винтами 8
закреплены резцы 9 и 10. В целях безопасности сверло снабжено
ограничительным кольцом 11.
При работе таким сверлом отверстие получается чистым благодаря
тому, что черновой резец 9 выступает на 1 мм и делает
предварительную риску, а вслед за ним чистовой резец 10
производит вырезку отверстий.
Универсальное сверло устанавливается на вертикально-сверлильном
станке, производительность которого весьма высокая.
Работа дереворежущего инструмента на
станках протекает при высоких скоростях резания. Режущий
инструмент должен быть хорошо подготовлен и установлен на
станке. При работе инструмент изнашивается — затупляются его
режущие кромки, что снижает качество изделий, увеличивает расход
электроэнергии на работу станка, а в отдельных случаях снижает и
безопасность работы. Это обязывает периодически затачивать
инструмент.
При обработке древесины хвойных пород на средних режимах резания
продолжительность работы инструмента до очередной переточки для
пил, концевых фрез, фрезерных цепочек и сверл составляет обычно
около 4 час. непрерывной работы, для ножей и фрез — 16 час.
Плоские резцы сверл затачивают бруском и правят оселком. Резцы
фигурные и плоские в недоступных для бруска местах затачивают
напильником.
Диаметр сверл после заточки не должен уменьшаться. Центрирующие
элементы не должны быть смещены. У перового сверла центр
затачивают равномерно со всех сторон без смещения его оси,
дорожник затачивают с внутренней стороны снизу, горизонтальный
резец — сверху, снизу его только подшлифовывают. Боковые режущие
кромки сверл следует затачивать изнутри.
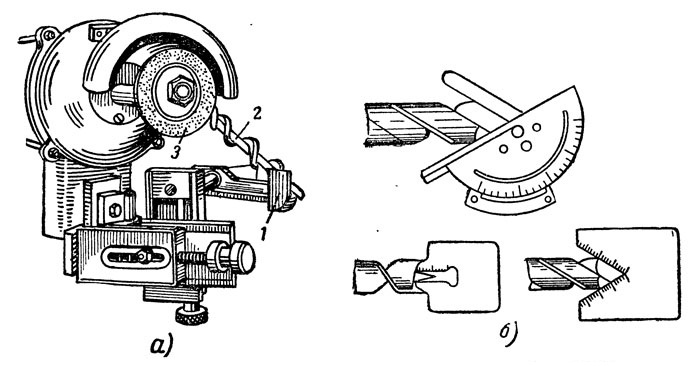
Рис. 209. Заточка сверла на электроточильном
приборе И-26: а — положение сверла при заточке: 1 — подручник, 2 —
сверло, 3 — точильный диск; б — шаблоны для проверки правильности
заточки сверл
Заточка сверл на электроточильном приборе
И-26 показана на рис. 209, а.
Сверла затачивают с помощью специального подручника, который
насаживают на палец суппорта и закрепляют в положении, наиболее
удобном для заточки. Нажим сверлом на точильный диск должен быть
равномерным, чтобы затачиваемое сверло не перегревалось и не
теряло своей закалки.
При заточке столярных сверл расстояние острия резака от центра
должно быть больше длины ножа. Центральное острие должно быть
длиннее остальных частей и первым входить в древесину, немного
короче острия должен быть резак. Все части торца сверла, в
особенности нож, должны быть заточены остро и правильно, нож
надо затачивать с наклоном вниз, чтобы он мог врезаться в
древесину и легко срезать стружку.
Качество заточки сверл влияет на точность сверления и
работоспособность сверла. Правильность заточки сверл проверяют
шаблонами (рис. 209, б).