содержание .. 50 51 52 53 54 55 56 57 58 59 60 ..
3.
Обжиг изделий в производстве фарфора и фаянса
Изделия тонкой керамики хозяйственно-бытового назначения обычно обжигают
двукратно. В производстве фарфора по обычной технологии первый (утельный)
обжиг неглазурованных изделий осуществляют при 900— 1000°С для
предварительной дегидратации глинистых минералов, разложения карбонатов,
сульфидов, сульфатов и других примесей, имеющихся в сырье, придания
полуфабрикату необходимой пористости — по водопоглощению 18—22%,
повышения предела прочности при сжатии до 12—13 МПа, обеспечивающей его
сохранность при последующих технологических операциях и устойчивость
против размывания при глазуровании. Второй обжиг (политой) при
1350—1410°С предназначен для окончания процессов, начатых при первом
обжиге по формированию структуры черепка изделий, закрепления глазури и
подглазурного декора.
В технологии полуфарфоровых изделий по схеме для производства фаянса
первый обжиг при 1250— 1280° С является основным, формирующим черепок
из-
делия, второй при 980—1050° С служит для
закрепления глазури.
В производстве фаянсовых изделий первый обжиг при 1180—1280° С является
основным, а второй обжиг при температурах 1020—1050° С производится для
закрепления глазури и подглазурного декора.
Изделия из мягкого фарфора обжигают первый раз при 1100—1200° С, а
глазурь закрепляют при 980— 1160° С.
Майоликовые изделия из фаянсовой массы обжигают дважды: первый обжиг в
интервале температур от 1060—1080° С до 1230—1280° С, второй —при 1020—
1060° С. Изделия из легкоплавких местных глин с окрашенным черепком —
однократно при 900—1060°С и реже двукратно при 1000—1050° С и 900—1040°
С.
Толстостенные изделия: санитарно-строительные,
электротехнические, химически стойкие, скульптуру из мягкого фарфора и
другие — обжигают однократно.
Обжиг изделий связан с необходимостью выполнения многих вспомогательных
операций: подготовка огнеупорного припаса (обдувка, очистка, промазка
капселей и этажерок), спаривание тонкостенных изделий (чашки, блюдца),
обжигаемых в склеенном виде, загрузка изделий в капсели или на этажерки
вагонеток, установка капселей на вагонетки, выборка изделий после обжига
из капселей и этажерок, сортировка изделий и др.
Освоение однократного обжига изделий, внедрение скоростного
бескапсельного обжига, расширение подглазурного декорирования и
сокращение объемов обжига декорированных изделий или полное его
исключение приводит к значительному сокращению технологических операций,
связанных с обжигом (рис. 87).
Способ установки (заборки или садки) изделий в капсели или на этажерки
вагонеток при комбинированном или бескапсельном обжиге, а также
установки капселей на печные вагонетки оказывает значительное влияние не
только на качество изделий, но и на экономику обжига. Для лучшего
использования печного объема широко практикуется комбинированная садка
изделий разной величины «одно в одно» или установка мелких изделий под
крупными.
Коэффициент заполнения печного объема туннельных печей 0,45—0,5. При
комбинированной загрузке вагонеток, когда полые изделия устанавливают в
центре вагонетки на этажерках, а плоские в капселях по краям вагонетки,
этот коэффициент равен 0,62—0,65. Коэффициент заполнения печного объема
при утельном обжиге фаянса равен 0,7—0,9.
Система установки изделий играет решающую роль в развитии как процессов
теплообмена между изделиями и теплоносителем, так и характера тепло- и
массо-обмена в черепке изделия. Основное требование, предъявляемое к
ней, заключается в том, что для всех изделий должны быть созданы
совершенно одинаковые условия внешнего и внутреннего теплообмена.
Одинаковая по форме и массе загрузка каждой вагонетки способствует
лучшему использованию печного объема и лучшему режиму обжига. При этом
достигается лучшее распределение температуры и газовой среды по сечению
печи. Выбирая систему установки изделий на печные вагонетки, необходимо
учитывать конструкцию и размеры обжигового канала печи, вид обжигаемых
изделий, применяемое топливо, метод его сжигания, конструкцию
газогорелочных устройств, характер перемещения вагонеток в печи,
аэродинамический режим работы печи, равномерность обжига и главное —
интенсивность теплообмена.
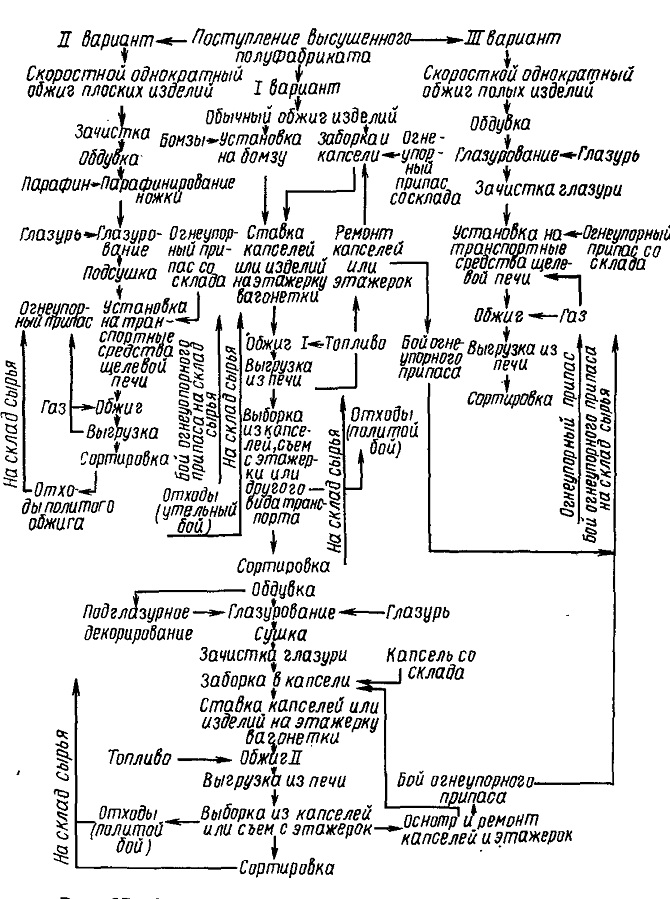
Рис. 87. Схема технологических операций обжига изделий
содержание .. 50 51 52 53 54 55 56 57 58 59 60 ..