содержание .. 40 41 42 43 44 45 46 47 48 49 50 ..
Режущие инструменты для шипорезных станков
Формирование шипов и проушин осуществляется
фрезерованием, по-этому режущий инструмент для шипорезных станков —
фрезы различных конструкций, а также круглые пилы, которые крепятся
непосредственно на шпинделях. Конструкции фрез и их размеры выбирают в
зависимости от формы и размеров соединительных элементов.
Рамные шипорезные станки бывают односторонние и двусторонние. У
одностороннего станка марки Ш06 — шесть, а у двустороннего ШД12 —
двенадцать шпинделей (по шесть на каждой колонке). Большое число
шпинделей затрудняет заточку и крепление режущего инструмента, а также
настройку станков. В связи с этим современные односторонние станки
(ШОК), Ш015Г-5) имеют только четыре шпинделя, а двусторонние (ШД10-3 и
ШД15-3)—восемь, т. е. по четыре на каждой колонке. В старых моделях
станков цифры, стоящие после букв, обозначают число шпинделей, а в новых
— длину шипов: ШОЮ-4, Ш016-4 и ШД10-8, ШД16-8 (старые модели —Ш06,
ШД12).
Односторонний рамный шипорезный станок Ш015Г-4 (рис. 85) состоит из
коробчатой станины, направляющих для пильных и фрезерных головок,
которые вращаются от индивидуальных электродвигателей. Все
электродвигатели смонтированы на отдельных суппортах с механизмами
вертикального, горизонтального и углового перемещения. К станине
крепятся направляющие для шипорезной каретки. Привод каретки
осуществляется от гидроцилиндра через редуктор при помощи
втулочно-роликовой цепи. На каретке смонтированы направляющая линейка и
гидравлический прижим заготовок. Управляют станком с пульта. Первый (по
ходу каретки) горизонтальный шпиндель оснащен пильным диском и
предназначен для торцевания заготовок по длине, два вертикальных — для
формирования шипов, а последний — для выборки проушин.
Двусторонние рамные шипорезные станки ШД10-3, ШД15-2 и ШД15-3 (рис. 86)
в отличие от односторонних имеют две колонки, на которых установлены
подающие конвейеры. Детали помещают на цепные конвейеры, последние
своими упорами захватывают их и подают на режущий инструмент, где они
последовательно обрабатываются. Для прижима деталей к цепям конвейера
предусмотрены два гусеничных или клиноременных прижима.
Станок ШД15-3 отличается от станка ШД10-3 длиной формируемого шипа или
проушины. Станок ШД15-2 имеет низкие упоры, регулируемые по высоте. Это
дает возможность обрабатывать детали различной ширины без перенастройки
упоров конвейерной цепи.
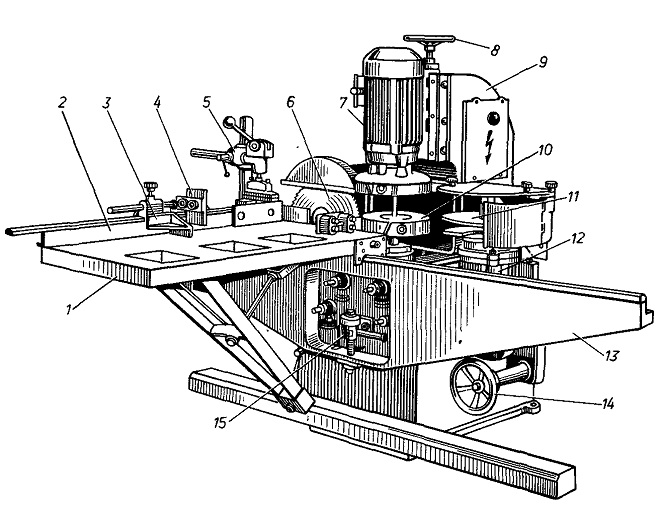
Рис. 85. Односторонний шипорезный станок
Ш015Г-4:
1 — каретка,; 2 — упорная линейка; 3 — неподвижный упор; 4 — откидной
упор; 5 — прижим; 6 — пила; 7 — электродвигатель торцовой фрезы; 8 —
маховичок установки суппорта с торцовой фрезой по высоте; 9 — станина;
10 — нижняя торцовая фреза; 11— проушечный диск; 12 — электродвигатель
проушечного диска; 13 — направляющая каретка; 14 — маховичок механизма
установки суппорта с проушечным диском по высоте; 15 — панель настройки

Рис. 86. Двусторонний шипорезный станок ШД15-3:
1 — суппорт шпинделя с проушечным диском; 2 — электродвигатель пильного
диска; 3—5 — винты для установки суппортов по высоте; 6 —
электродвигатель торцовой фрезы; 7 — прижимное устройство; 8 — приводной
вал механизма подачи; 9 — редуктор механизма подачи; 10— маховичок
механизма перемещения колонки; 11 — подвижная колонка; 12—пильный диск;
13 — горизонтальный проушечный диск; 14 — неподвижная колонка,; 15 —
кожух подающей цепи; 16 — подающая цепь упорами
содержание .. 40 41 42 43 44 45 46 47 48 49 50 ..