содержание .. 20 21 22 23 24 25 26 27 28 29 30 ..
3.5. Машина 3076-1 кл. ЗАО «Завод Промшвеймаш»
Двухигольная трехниточная машина 3076-1 кл. предназначена для изготовления шлевок, срезы которых закрыты плоской цепной строчкой, из отдельных заготовок или предварительно стачанных из полосок непрерывной ленты, намотанной на кассету. —
Плоский цепной стежок образуется двумя иглами с расстоянием между ними 6 мм и одним петлителем. Ширина заготовки шлевки в виде ленты до обрезки (33 ± 3) мм, после обрезки (28 ± 1) мм. Ширина шлевки в готовом виде (12 + 0,5) мм. Расстояние края шлевки до строчки (3±0,5) мм.
Машина снабжена устройством для обрезки полосок материала с двух сторон перед их стачиванием и подгибания обрезанных краев вниз, чтобы они находили друг на друга снизу внахлест и закрывались строчкой плоского стежка. У нее есть также устройство для наматывания шлевок после стачивания их в непрерывную ленту на кассету.
Регулировки в механизме иглы. Игловодитель по высоте регулируется так же, как в машине 976- 1 кл. (см. рис. 3.17).
При крайнем нижнем положении игловодите- ля середина ушка левой иглы 1 (рис. 3.22) должна быть ниже верхней плоскости игольной пластины на 18 мм.
Середина ушка правой иглы 2должна быть ниже верхней плоскости игольной пластины на 15 мм.

Регулировки в механизме петлителя. Петлитель 3 устанавливается так, чтобы при крайнем правом положении его носик находился на расстоянии
9 мм от правой иглы и на высоте 8 мм от верх
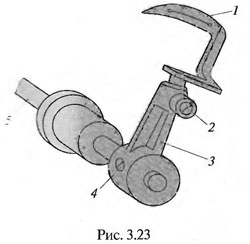
ней плоскости игольной пластины. Эта регулировка осуществляется поднятием или опусканием петлителя 1 (рис. 3.23) после освобождения винта 2 в державке 3.
Чтобы исключить возможность пропуска стежка в момент захвата петли, носик петлителя (см. рис. 2.22) должен проходить около иглы с наименьшим зазором (0,1...0,15 мм). Это положение обеспечивается путем освобождения винта 4 (см. рис. 3.23) державки 3 и ее поворота на валу 5.
Регулировки в механизме ножей. Механизм обрезки края материала с двух сторон состоит из привода двух подвижных ножей 3 (рис. 3.24), смонтированных на державках 20 и 13 винтами 1 и взаимодействующих с двумя неподвижными ножами 2, закрепленными в пазах корпуса //прижимными планками 18.
Регулировка неподвижных ножей 2 по высоте осуществляется их перемещением в направляющих корпуса /7при ослаблении винтов 16, прижимающих планки 18.
Постоянное прижатие подвижных ножей к неподвижным обеспечивается благодаря действию пружины 14, смонтированной внутри полой цилиндрической части державки 13 с помощью винта 12, который соединяет во втулке 19 державки 20 и 13 между собой и стопорится винтом 15. При этом пружина 14 своим левым торцом упирается во внутренний торец полого отверстия цилиндрической части державки 13, а правым торцом — в головку соединительного винта 12, через который усилие передается державке 20.
Регулировка усилия пружины 14 осуществляется вращением винта 12 после ослабления стопорного винта 15. Регулировка размаха качания (ход) подвижных ножей 3 производится перемещением хвостовика шарового пальца 10 по пазу кулисы 8 после ослабления гайки 9. Время действия подвижных ножей 3 регулируется поворотом эксцентрика 6 на валу 7, а начального положения ножей — поворотом их совместно с валом 11 кулисы 8 после ослабления ее клеммного соединения с валом 11.
Регулировка перемещения подвижного ножа 3 по высоте в направляющих державки 20 осуществляется после ослабления винтов 1.

Регулировка усилия нажима верхней пластины 4 на материал производится с помощью винта- регулятора 5.
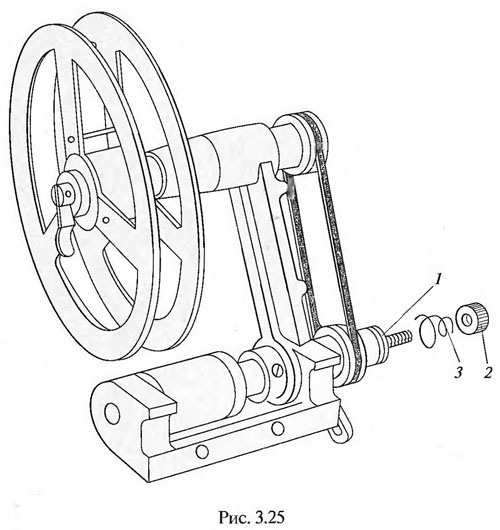
Регулировки в механизме намотки. Усиление натяжения наматываемой ленты из стачанных шлевок регулируется поворотом гайки 2 (рис. 3.25), прижимающей пружину 3 к фрикционным шайбам 1.
содержание .. 20 21 22 23 24 25 26 27 28 29 30 ..