содержание .. 29 30 31 32 33 34 35 36 37 38 39 40 ..
3.8. Машина 51 кл. ЗАО «Завод Промшвеймаш»
Машина 51 кл. (рис. 3.38) предназначена для стачивания срезов деталей изделий из трикотажа с одновременной обрезкой и обметыванием края.
На базе машины 51 кл. выпускается швейная машина 51-Акл., предназначенная для стачивания и обметывания края деталей различных швейных изделий и отличающаяся от базовой
отсутствием дифференциального механизма перемещения материала.

Заправка верхних и нижних ниток. Нитку иглы с бобины или катушки проводят сверху вниз через нитенаправительное отверстие 14 (рис. 3.39) пластины 13, далее снизу вверх через нитенаправительное отверстие 75, затем между шайбами 20
регулятора натяжения верхней нитки, через глазки 10, 11 сзади наперед над нитеподатчиком 12 и сверху вниз заводят за нитенаправительный крючок 8. Далее нитку проводят между шайбами /дополнительного регулятора натяжения, закрепленного на поводке игловодителя, справа заводят за нитенаправительный крючок 6 и вводят в направлении от работающего в ушко иглы 25.
Перед заправкой левого петлителя 29 крышки 35 и 37 откидывают. Нитку с бобины или катушки снизу вверх проводят через нитенаправительное отверстие 17 пластины 13 и сверху вниз через нитенаправительное отверстие 16. Затем нитку спереди вводят в ушко нитенаправителя 21, закрепленного на верхней головке шатуна 22 механизма иглы.
Далее нитку последовательно проводят через нитенаправительные отверстия 9, 5 скобы 24 и нитенаправителя 23, закрепленного на верхней головке шатуна 22, сверху вниз через отверстие 4 на крышке корпуса, вводят сзади в нитенаправительное отверстие 2 крышки 37, в отверстие разрезного нитенаправителя 1, проводят между шайбами 3 регулятора натяжения, между пластинчатыми пружинами 39 и вводят в нитенаправительную трубку 38. Поворотом махового колеса правый петлитель 26 переводят в крайнее левое положение и заводят нитку за нитенаправительный крючок 36, закрепленный на рычаге правого петлителя. Поворотом махового колеса левый петлитель 29 вновь переводят в крайнее левое положение и пинцетом заправляют нитку в его ушки.
Перед заправкой нитки правого петлителя 26 крышку 35 откидывают вперед. Нитку с бобины или катушки проводят снизу вверх через нитенаправительное отверстие 7# пластины 13 и сверху вниз вводят в нитенаправительное отверстие 19. Далее нитку пропускают в нитенаправительное отверстие 28 на пластине 27, вводят вперед в нитенаправительное отверстие 31, проводят между шайбами 32 регулятора натяжения нитки и вводят в нитенаправительное отверстие 33. Затем нитку вводят в прорезь нитеподатчика 30, закрепленного на рычаге левого петлителя 29, заводят вниз под крючок проволочного нитенаправителя 34 и пинцетом последовательно вводят в два ушка правого петлителя 26.

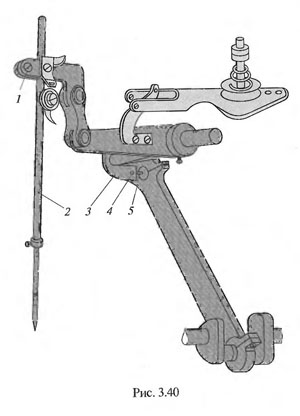
Регулировки в механизме иглы. Высота подъема иглы относительно левого петлителя регулируется перемещением игловодителя 2 (рис. 3.40) по вертикали после ослабления винта 7.
Ход иглы регулируется перемещением пальца 5 внутри коромысла 3 после ослабления винта 4: при выдвигании пальца 5 ход иглы уменьшается.
При стачивании деталей из трикотажных полотен малой и средней поверхностной плотности ход иглы устанавливается равным 22...23 мм.
Ушко иглы должно опускаться ниже верхней плоскости игольной пластины на 10 мм.
Для образования петли около ушка игла должна переместиться из крайнего нижнего положе
ния вверх на 3... 4,5 мм (в зависимости от поверхностной плотности стачиваемых материалов).
Регулировки в механизме петлителей. Положение носика левого петлителя 3 (рис. 3.41) относительно иглы регулируют его перемещением вдоль платформы машины после ослабления винта 5. При этом необходимо, чтобы в крайнем левом положении носик петлителя отстоял от иглы на 2...3,5 мм.
Зазор между левым петлителем 3 и иглой, который должен быть равен 0,05 мм, изменяют, ослабляя винт 5 и поворачивая петлитель 3 поперек платформы машины.
Положение носика правого петлителя (шири- теля) 4 относительно иглы регулируют перемещением петлителя вдоль платформы машины в пределах его овальной прорези после ослабления винта 2; при этом носик правого петлителя в своем крайнем левом положении должен заходить за линию движения иглы на 8...9,5 мм.
Ход петлителей регулируется перемещением оси шарового пальца 8 внутри плеча рычага 1 после ослабления винта 7: если переместить палец 8 ближе к оси валика 6, то ход петлителя 4 увеличится.

Регулировки в механизме перемещения материалов. Длина стежка, определяющая перемещения реек 11 (рис, 3.42) и 12, регулируется винтом 9после ослабления винта ползуна 8 механизма перемещения. При отворачивании винта 9 длина стежка увеличивается.
Высота подъема реек 11 и 12 регулируется их вертикальным перемещением относительно рычагов 3 и 13 в пределах овальных прорезей после ослабления винтов их крепления.
Величина, на которую перемещается задняя рейка 12, регулируется поворотом сектора 15 при нажатии на его заднее плечо и повороте по часовой стрелке. При этом зубчики сектора 15 выводятся из зацепления с зубчиками сектора 2. Затем рычаг
9 поворачивается на винте 14. При повороте рычага 1 по часовой стрелке величина перемещения рейки 12 уменьшается.
Положение реек 7 7 и 72 в прорезях игольной пластины регулируется поворотом вала 10 после ослабления винта 4 коромысла 7, если рейки необходимо переместить поперек платформы. Если требуется переместить рейки вдоль платформы, то кроме винта 4 ослабляют упорные винты двух втулок 6 и вал 10 вместе с осью 5 и втулками 6 перемещают вдоль платформы.

Регулировки в механизме ножей. Ширина шва регулируется перемещением ножей вдоль платформы. Для этого ослабляют винт 8 (рис. 3.43) пластины 7, которую передвигают вправо. Если ширину шва надо увеличить, то вывинчивают левый винт 12 зажима низшего ножа, ослабляют винт 10 и винтом 11 смещают колодочку 9 вправо. Одновременно перемещают палец 6 (рис. 3.44) после ослабления винта 7.
Высота подъема верхнего ножа 5 (см. рис. 3.43) относительно нижнего ножа 4 регулируется перемещением ножа 5 по вертикали после ослабления винта 2. При этом режущая кромка верхнего ножа при крайнем нижнем положении должна быть ниже кромки нижнего ножа не менее чем на 1 мм.
Положение нижнего ножа 4 по высоте регулируют, ослабляя гайку 6 и перемещая нож 4 в пазу колодки 9, причем поверхность его режущей кромки должна совпадать с поверхностью игольной пластины.
Угол наклона верхнего ножа 5 относительно нижнего ножа 4 регулируют поворотом державки 3 вокруг ее оси после ослабления винта 1. Режущая кромка верхнего ножа должна составлять с режущей кромкой нижнего ножа угол 15...20°.

Регулировки в механизме лапки. Давление лапки на материал регулируют винтом 1 (см. рис. 3.44).
Положение лапки 8 относительно рейки меняют, перемещая лапку вдоль платформы машины после ослабления винта 4.
Положение пальца 6 относительно иглы регулируется его перемещением в пазу лапки в пределах его овальной прорези после ослабления винта 7.
Высота подъема лапки рукой над игольной пластиной регулируется поворотом шпильки 2 после ослабления гайки 3. При повороте шпильки эксцентриковой поверхностью вниз высота подъема лапки увеличивается.
Высота подъема лапки при нажатии на педаль регулируется поворотом винта 11 после ослабления его контргайки. При заворачивании винта подъем лапки уменьшается.
Давление направителя 5 цепочки меняют, перемещая направитель 10 по вертикали после ослабления винта 9.

содержание .. 29 30 31 32 33 34 35 36 37 38 39 40 ..