содержание .. 30 31 32 33 34 35 36 37 38 39 40 ..
ЗЛО. Машина 8515/700 кл. фирмы «Алтин»
Машина 8515/700 кл. предназначена для стачивания двухниточной строчкой цепного переплетения с одновременным обметыванием трехниточной обметочной строчкой цепного переплетения деталей женских платьев и детской верхней одежды. Машина (рис. 3.54) пятиниточная, имеет две иглы и три петлителя, дифференциальный механизм перемещения материала, причем передняя дифференциальная рейка может выполнять посадку или растяжение материала. Машина имеет автоматическую систему смазки всех механизмов и охлаждения масляного картера.

Заправка верхних и нижних ниток. Для заправки нитки в обметывающую иглу 6 (рис. 3.55) нитку сверху вниз вводят в трубчатый нитенаправитель 19, по часовой стрелке проводят между шайбами регулятора натяжения 18, справа налево вводят в нитенаправитель 17, далее в нижние нитенаправительные отверстия угольников 13, 12, в верхние нитенаправительные отверстия стойки 10 и направителя 8, сверху вниз в правое нитенаправительное отверстие на иглодержателе 7 и в направлении от работающего — в ушко обметочной иглы 6. Иглы 5 и 6 устанавливают длинными желобками к работающему.
Для заправки нитки в стачивающую иглу 5 нитку сверху вниз вводят в трубчатый нитенаправитель 16, по часовой стрелке проводят между шайбами регулятора натяжения 15, справа налево вводят в нитенаправитель 14, далее в верхние отверстия нитенаправителей угольников 13, 12, заводят с передней стороны нитепритягивательной пружины 11, вводят в нижнее нитенаправительное отверстие стойки 9 и снизу вверх заводят за крючок нитеподатчика, закрепленного на рычаге ножа, проводят через нижнее нитенаправительное отверстие направителя 8, сверху вниз заправляют в левое нитенаправительное отверстие на иглодержателе 7, затем в направлении от работающего вводят в ушко стачивающей иглы 5.
Перед заправкой петлителей откидной щиток 30 перемещают вправо и поворачивают вперед, к работающему.
Нитку, предназначенную для левого петлителя 38, вводят в нитенаправительную трубку 25, по часовой стрелке проводят между шайбами регу- лятора натяжения 24, ведут справа налево вниз, вводят в нитенаправитель 23, в среднее нитенаправительное отверстие направителя 29, далее в среднее нитенаправительное отверстие нитенаправителя 31, в нижнее нитенаправительное отверстие направителя 32, спереди назад в левое ушко нитенаправительной вилки 34, в левую прорезь нитенаправителя 33, в левое ушко нитенаправительной вилки 36, снизу вверх в нитенаправительиое отверстие направителя 37. Поворотом махового колеса 28 левый петлитель 38 ставят в крайнее пра
вое положение и пинцетом сзаду наперед проводят нитку сначала в левое отверстие, а затем спереди назад — в правое.
Нитку для правого петлителя 4 сверху вниз вводят в нитенаправительную трубку 22, против часовой стрелки проводят между шайбами регулятора натяжения 20, вводят в нитенаправительное отверстие направителя 21, сверху вниз направо заправляют в верхние нитенаправительные отверстия направителей 29, 31, 32, вводят в правое нитенаправительное отверстие вилки 34, проводят вверх в нитенаправительное отверстие направителя 35. Поворотом махового колеса 28правый петлитель 4 переводят в крайнее левое положение и пинцетом заправляют нитку в два его отверстия.
Нитку для стачивающего петлителя 39 проводят сверху в трубчатый нитенаправитель 26, против часовой стрелки между шайбами регулятора натяжения 27, вниз налево через нижние нитенаправительные отверстия направителей 29, 31, ни- тепродергивателем справа налево протаскивают через нитенаправительную трубку 41, заправляют под два крючковых нитенаправителя 2 и нитенаправительную скобу 3 поверх нитеподатчика I, слева направо вводят в два отверстия нитенаправителя, закрепленного на корпусе машины, и в проволочный направитель 40. Поворотом махового колеса стачивающий петлитель 39 переводят в крайнее левое положение и пинцетом слева направо вводят нитку в левое отверстие, затем в направлении от работающего — в правое отверстие.

Регулировки в механизме игл. Высоту игл относительно носиков петлителей регулируют поворотом кривошипа 3 (рис. 3.56) вместе с валом 4после ослабления винта 5 коромысла 6. При выполнении данной регулировки стачивающую 2 и обметочную 1 иглы поворотом махового колеса устанавливают в крайнее верхнее положение. При этом расстояние от острия обметочной иглы 1 до верхней поверхности игольной пластины должно быть равно 10 мм (рис. 3.57, а).
Положение предохранителей 7(см. рис. 3.56) и 9 относительно линии движения обметочной иглы 1 регулируют их совместным перемещением после ослабления болтов 12.
Зазор между предохранителями 7и 9, который должен быть равен 0,1 ...0,2 мм, регулируют перемещением предохранителя 7 в пределах его овальной прорези после ослабления винта 10.
Положение предохранителя 8 относительно стачивающей иглы 2 регулируют его горизонтальным перемещением после ослабления винтов 11.

Регулировки в механизме левого петлителя. Положение носика левого петлителя 1 (рис. 3.58) относительно оси вала 5 регулируют вертикальным перемещением левого петлителя 1 после ослабления винта 2. При выполнении данной регулировки
расстояние от центра вала 5 до носика левого петлителя 1 должно быть 62,8 мм (рис. 3.57, б).
Угол наклона петлителя к линии его движения, который должен быть равен 4°45’, регулируется поворотом петлителя 1 (см. рис. 3.58) после ослабления винта 2.
Своевременность подхода левого петлителя 1 к игле достигается поворотом держателя 3 на валу 5 после ослабления болта 4. Левый петлитель 1 в своем крайнем левом положении должен отстоять от линии движения иглы на 1,8 мм (см. рис. 3.57, б).


Регулировки в механизме правого петлителя. Положение правого петлителя 6 (рис. 3.59) по высоте относительно игольной пластины регулируют его вертикальным перемещением после ослабления винта 7 в держателе 8. Правый петлитель 6 в своем крайнем левом положении должен подниматься над игольной пластиной на 10 мм (рис. 3.57, в).
Зазор между правым петлителем 6 (см. рис. 3.59) и левым петлителем регулируют поворотом петлителя 6 после ослабления винта 7. Правый петлитель 6 должен захватывать петлю левого петлителя сразу за его ушком при расстоянии между ушками петлителя 0,1 ...0,05 мм и не отгибать об- меточную иглу.
Положение правого петлителя 6 относительно обметочной иглы регулируется поворотом коромысла 2 после ослабления винта 12. При выполнении данной регулировки поворотом махового колеса правый петлитель 6 ставят в крайнее левое положение. Его носик в зависимости от вида обрабатываемых материалов должен заходить за линию движения иглы на 2,5... 4 мм (рис. 3.57, г).
Подача ниток правому петлителю 6 (см. рис. 3.59) и левому петлителю регулируется поворотом нитеподатчика 10 на валу 11 после ослабления винта 1. Расстояние от верхней точки левой прорези нитеподатчика 10 до центра нитенаправительных отверстий угольника 9 в момент, когда нитеподатчик 10 находится в крайнем нижнем положении, должно быть равно 13 мм. Если это расстояние увеличить, то подача ниток петли- телям возрастет. Соотношение длины ниток, подаваемых левому и правому петлителям, регулируется поворотом нитенаправителя 3 относительно звена 5 после ослабления винта 4. При перемещении нитенаправителя 3 вниз увеличивается подача нитки левому петлителю.

Регулировки в механизме стачивающего петлителя и нитеподатчика. Положение носика стачивающего петлителя 5 (рис. 3.60) относительно центра вала 9 регулируют вертикальным перемещением стачивающего петлителя 5 после ослабления винта 6. При выполнении данной регулировки следует добиться, чтобы расстояние от центра вала 9 до носика петлителя было 66,3 мм (рис. 3.57, д).
Угол наклона носика петлителя 5 (см. рис. 3.60) регулируют его поворотом после ослабления вин
та 6 в держателе 7. Угол наклона носика петлителя 5 к линии его движения должен быть равен 5° (см. рис. 3.57, д).
Своевременность подхода петлителя 5 (см. рис. 3.60) к стачивающей игле обеспечивается поворотом держателя 7 на валу 9 после ослабления болта 8.
Стачивающий петлитель 5 в своем крайнем левом положении должен отстоять от линии движения стачивающей иглы на 1,8 мм (см. рис. 3.57, д).
Своевременность подачи нитки стачивающему петлителю 5 (см. рис. 3.60) обеспечивается поворотом нитеподатчика 2 на главном валу 4 после ослабления двух упорных винтов 3.
Длину подаваемой нитки регулируют перемещением нитенаправительной скобы 1 поперек оси главного вала 4 после ослабления двух прижимных винтов 10. Если нитенаправительную скобу перемещать от работающего, то длина подаваемой нитеподатчиком 2 стачивающему петлителю 5 нитки будет больше.

Регулировки в механизме перемещения материала. Высоту подъема дифференциальной рейки 2 (рис. 3.61) регулируют ее вертикальным перемещением в пазу рычага 21 после ослабления винта 3. Зубцы дифференциальной рейки 2 должны выступать над уровнем игольной пластины на 1 мм.
Высоту подъема основной рейки 1 над уровнем игольной пластины регулируют ее вертикальным перемещением в пазу рычага 20 после ослабления винта 4.
Длина стежка дифференциальной рейки 2 регулируется нажатием на кнопку 7 и поворотом махового колеса до входа лезвия кнопки 7 в паз 14 диска 8. При дальнейшем повороте главного вала относительно неподвижного диска 8, в кулачковый паз которого вставлен палец 9 ползуна 10, последний получает продольное перемещение в пазу корпуса 13, эксцентриситет между центрами главного вала 12 и эксцентриком 11 меняется, соответственно изменяется длина стежка. При повороте главного вала против часовой стрелки (по ходу вращения) длина стежка будет уменьшаться.
Длина стежка основной рейки 1 регулируется нажатием на кнопку 6 и поворотом главного вала до ее входа в паз 5 диска 15. Далее регулировка выполняется так же, как для изменения длины стежка дифференциальной рейки 2.
Положение дифференциальной рейки 2 в прорезях игольной пластины регулируется поворотом коромысла 16 на валу механизма перемещения после ослабления болта 17.
Горизонтальность зубцов реек 1, урегулируется поворотом эксцентрической шпильки 19 после ослабления винта 18.

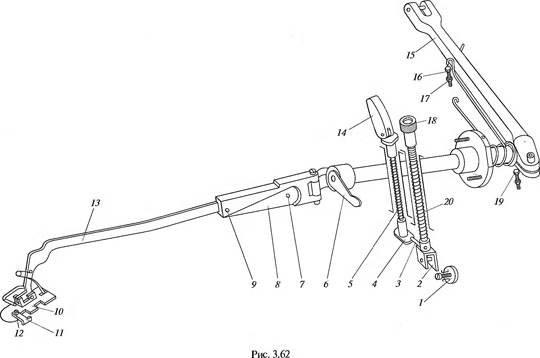
Регулировки в узле лапки. Лапку 10 (рис. 3.62) приводят в рабочее положение поворотом рычага 13 против часовой стрелки (при этом иглы должны находиться в крайнем верхнем положении).
Предварительно рычаг 14 нужно повернуть против часовой стрелки. При повороте рычага 13 следят за тем, чтобы коромысло 6 вошло в паз 8 для обеспечения возможности ножного подъема лапки. Затем рычаг 14 поворачивают по часовой стрелке, пружина 5 нажимает на муфту 4 и она вместе с пальцем 3 и вилкой 2 опускается. Вилка 2 охватывает верхнюю поверхность рычага 13 и фиксирует его вместе с лапкой 10 в рабочем положении.
Давление лапки 10 на материал регулируется винтом 18 благодаря деформации пружины 20. Положение лапки 10 в продольном направлении относительно реек регулируется ее смешением вместе с рычагом 13 после ослабления винтов 9, 7.
Высота ножного подъема лапки 10 регулируется винтом 16 после ослабления его контргайки 17. Если винт 16 завинчивать, то лапка 10 будет подниматься на большую высоту в результате увеличения перемещения рычага 15, причем высота ее подъема ограничена роликом 1. Угол поворота рычага 15 по часовой стрелке регулируется винтом 19 после ослабления его контргайки.
Если винт 19 вывинчивать, то угол поворота уменьшится.
Положение прижимной пластины 11 относительно кромки нижнего ножа регулируется ее перемещением поперек лапки 10 после ослабления винта 12.
Регулировки в механизме ножей. Установку ножей начинают с нижнего ножа 16(рис. 3.63), который вставляют снизу в паз колодочки 4 и закрепляют винтом 6, причем режущая грань низшего
ножа 16 при этом должна быть на уровне верхней поверхности игольной пластины.
Верхний нож 17 устанавливают в держателе 18 сверху и закрепляют его винтом 20. Режущая грань верхнего ножа 17 в своем крайнем низшем положении должна опускаться ниже режущей грани нижнего ножа 16 на 1... 1,5 мм. Предварительно верхний нож 17 по высоте устанавливается поворотом коромысла 7 и вала 8 после ослабления болта 9 коромысла 10. При этой установке центр держателя 18 при крайнем верхнем положении ножа 17 должен отстоять на 27,5 мм от верхней поверхности игольной пластины.
Ширина обметочного шва регулируется перемещением ножей относительно линии движения обметочной иглы. Например, чтобы увеличить ширину обметочного шва, ослабляют винты 19, 15, и колодочка 4 под действием пружины 5 перемещается вправо вместе с ножами 16, 17. При изменении ширины обметочного шва следует отрегулировать положение откидного щитка 1 и его пластины 3 для отвода обрези. В этих пелях ослабляют контргайку 12 и завинчивают винт 13, уменьшая перемещения оси 11 и щитка 1 влево.
Давление пружины 5 на колодочку 4 регулируется винтом 14. Если его завинчивать, то давление пружины 5'увеличится. Откидной щиток 1 запирается поперечным перемещением пластины 3 после ослабления винтов 2. Нижняя левая кромка пластины 3 должна заходить за заднюю торцевую поверхность колодочки 4.

содержание .. 30 31 32 33 34 35 36 37 38 39 40 ..