содержание .. 220 221 222 223 224 225 226 227 228 229 ..
Возможные неисправности тормозов автомобиля ЗИЛ-133
Для определения причин неисправностей тормозных систем необходимо иметь
комплект контрольных манометров (например, мод. НИИАТ-Л029). Такой
комплект должен включать 5 контрольных манометров на 10 кгс/см2
следующих видов: со шлангами
10— 15 м отбора воздуха для присоединения к клапанам контрольного вывода
(2 шт., резьба на штуцере М14Х Х1,5); со шлангом 0,5 м и соединительной
головкой типа Б для определения давления в магистрали однопроводного
привода прицепа (1 шт.); со шлангом и соединительной головкой типа «Палм»
для определения давления в магистралях двухпроводного привода прицепа (2
шт.). Шланги манометров последних двух типов могут быть снабжены
разобщительными кранами и соединительными головками соответствующего
типа для диагностирования тормозного привода автопоезда в целом.
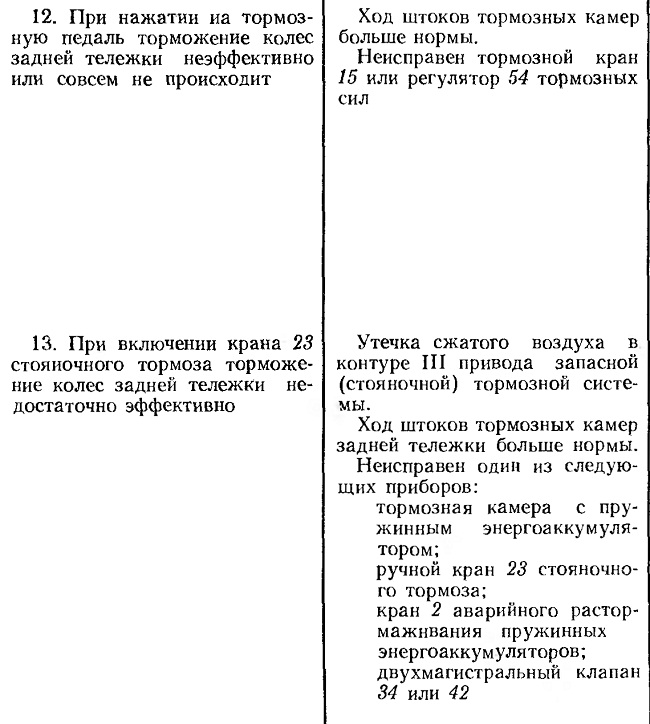
Возможные неисправности тормозных систем автомобилей-тягачей ЗИЛ-133Г2,
-133ВЯ, методы их обнаружения и способы устранения приведены в табл.
11.1. При этом в случае выхода из строя какого-либо прибора в графе
«Способ устранения неисправности» дается для краткости рекомендация
«Заменить неисправный прибор». Под этим подразумевается также, что
прибор может быть отремонтирован заменой в нем непригодных деталей с
помощью поставляемых
заводом-изготовителем ремонтных комплектов. Неисправности тормозных
систем автомобилей ЭИЛ-133Г2 аналогичны неисправностям этих систем на
автомобилях ЗИЛ-130 и в данном случае можно воспользоваться достаточно
известной литературой по этим автомобилям.
Устранение неисправностей в механизмах тормозных систем и приборах
пневматического тормозного привода в условиях автохозяйств
ограничивается заменой вышедших из строя деталей новыми, получаемыми в
качестве запасных частей, а также восстановлением их работоспособности
без изготовления новых деталей. Механизмы и приборы, поступающие в
ремонт, должны подвергаться проверке для определения дефекта. Затем узел
разбирают, все детали очищают и промывают от грязи. Детали и узлы
осматривают, дефектные детали и узлы исправляют или заменяют. После
этого механизм или прибор собирают и испытывают.
Сборка должна производиться в условиях, исключающих возможность
попадания на собираемые детали и узлы стружки, абразивной пыли и т.п.
При сборке особое внимание следует обращать на правильность взаимного
расположения деталей. Сборка резиновых деталей (уплотнений, диафрагм,
клапанов, чехлов и т. д.) должна производиться осторожно, чтобы
исключить возможность их повреждения. Наличие на поверхностях резиновых
деталей порезов, рисок и других дефектов не допускается.
Для испытаний узлов после сборки необходимо иметь специальные стенды,
позволяющие имитировать работу каждого узла на автомобиле.
Таблица 11.1







содержание .. 220 221 222 223 224 225 226 227 228 229 ..