содержание .. 20 21 22 23 24 25 26 27 28 29 30 ..
§
2.5. Заготовка судовых кабелей
Заготовка кабелей и проводов включает в себя следующие операции: отрезку
кабелей и проводов на нужную длину, защиту концов от попадания влаги,
временную маркировку (индексацию) и намотку отрезков в нужной
последовательности на заготовительные барабаны.
Длина отрезков, марка и индекс кабелей всегда указываются в рабочей
документации. Длину отрезков обычно уточняют ио месту на головном судне.
Для этого осматривают места, где согласно проекту должны проходить
кабельные трассы, проверяют, нет ли для этого препятствий
технологического характера, а затем тщательно промеряют рулеткой длину
будущих трасс, прибавляя в зависимости от протяженности трасс длину на
изгибы и повороты в пределах 2—3%. Результаты промеров записывают в
журнал заготовки кабелей. В журнале указывают также очередность
заготовки, индекс и номер кабеля, марку, число жил и сечение, место
установки стоп-марки, а также номер заготовительного барабана, на
который следует намотать отрезок кабеля.
Стоп-маркой называют отметку на наружной оболочке кабеля краской или
другим материалом. Она при затяжке кабеля на судне должна совпадать с
переборкой, выбранной в качестве ориентира (контрольной).
Заготовку кабелей выполняют на площадках, расположенных на складах
хранения кабелей или вблизи от них. Приподняв штатный кабельный барабан
при помощи крана, талей, домкратов или барабаноподъемника и вращая его
за щеки, кабель сматывают, расстилают на полу, замеряют нужную длину и
отрезают. На заготовленных отрезках кабеля закрепляют полоски из липкой
полихлорвиниловой лепты, на нелипкой стороне которых чернилами написаны
проектные индексы кабелей (монтажная маркировка кабелей), и полоски из
черной изоляционной ленты для обозначения стоп-марки. Затем концы
кабелей (на длине 50—70 мм) обматывают лентой из пластика или
натуральной резины либо окунают в расплавленную битумную массу марки
МБ-70 для обеспечения герметизации кабеля. Далее отрезанные куски
кабелей наматывают на заготовительные барабаны. При этом первыми
наматывают кабели, которые будут затягивать на судне последними, конец
одного кабеля связывают с началом другого. После заполнения барабана
конец последнего отрезка кабеля привязывают к щеке барабана, закрывают
его защитные шторки, привязывают бирку с монтажным номером барабана и
доставляют в склад технологических комплектов кабелей. Короткие отрезки
кабелей обычно комплектуют в бухты.
При выполнении заготовительных кабельных работ применяют приспособления,
облегчающие и ускоряющие этот процесс: барабаноподъемники,
заготовительные кабельные барабаны, счетчики длины кабеля, вьюшки,
подвески.
Барабаноподъемник (рис. 2.15, а) применяют для подъема штатного барабана
с кабелем на высоту, достаточную для свободного вращения, он
представляет собой передвигаемую на роликах сварную раму из стальных
труб. К раме над роликами приварены гнезда для временной оси,
вставляемой в отверстие кабельного барабана.
Заготовительный барабан (рис. 2.15, б) имеет два колеса из стальных
труб, между которыми на оси находится вращающаяся независимо от колес
катушка, на которую наматывают кабель. Для вращения катушки служит
штурвал, надеваемый на ось. Для защиты кабеля от повреждений катушку
закрывают обшивкой, часть которой является шторкой.
Барабаны для намотки заготовленного кабеля выбирают с таким расчетом,
чтобы радиус гиба наматываемого кабеля был не менее пятнадцати диаметров
кабеля.
Короткие отрезки небольшого сечения кабеля и проводов (до 20 м)
наматывают в бухты на вьюшках (рис. 2.15, в).
Для облегчения съема бухт кабелей катушке и внутреннему барабану придают
форму усеченного конуса.
Для сохранения сбухтованных отрезков кабеле1 и
проводов применяют седлообразные подвесki (рис. 2.15, г).
Кабели питания с берега и кабели телефонной связи с берегом оконцопывают
(закрепляют наконечники 1 производят защитно-уплотнительное оконцеваиие)
и маркируют.
На кабелях питания с берега маркировочные бирки необходимо крепить на
обоих концах с указанием сечепия кабеля, количества жил, длины кабеля,
места его хранения, а также полярности жил сетей постоянного и
переменного трехфазного тока. Концы кабеля окрашивают.
Заготовка кабелей является весьма трудоемкой работой. В целях повышения
производительности труда в последние годы начали создавать
централизованные (межзаводские) ка бел еза готовител ьн ые участки (КЗУ).
Создание КЗУ позволяет снизить нормативные запасы кабельной продукции
примерно в 2 раза, сократить трудоемкость нарезки кабелей на 60%,
рационализировать раскрой кабеля и др. КЗУ обычно оснащен мостовым
крапом, самоходным кабелезаготовительным агрегатом и диспетчерским
пультом.
Примерная планировка такого участка с указанием его основного
оборудования приведена на рис. 2.16.
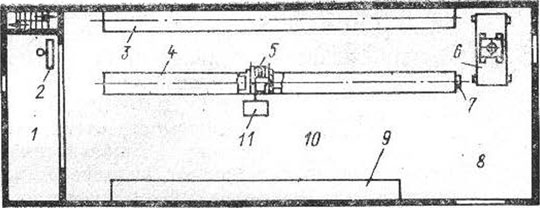
Рис. 2.16. План централизованного
кабелезаготовительного участка.
1—диспетчерская; 2 — пульт управления; 3 — стеллаж для хранения
кабельных барабанов; 4 —-стеллаж для установки кабельных барабанов, с
которых заготовляют кабели; 5 — барабан кабельный: 6 — кран; 7 — табло
сигнализации и пост громкоговорящей связи; 8 — площадка
погрузочно-разгрузочная; 9 - стеллаж с заготовленными кабельными
барабанами и бухтами кабелей; 10 —площадка заготовки кабелей; 11 —
агрегат кабелезаготовительный.