содержание .. 30 31 32 33 34 35 36 37 38 39 40 ..
16.
Выпиливание деревянных криволинейных заготовок
Для раскроя материалов на заготовки криволинейной формы, а также
прямолинейного раскроя досок ценных пород на тонкие заготовки применяют
столярные ленточнопильные станки ЛС80-3, ЛС80-6, ЛС40.
Ленточнопильный столярный станок ЛС80-6 (рис. 53) применяют в цехах
мебельных предприятий для криволинейного и прямолинейного пиления. Его
электродвигатель вмонтирован в нижнюю часть станины и связан
клиноременной передачей с нижним (ведущим) шкивом. Верхний (ведомый)
шкив закреплен в верхней части станины. Рабочий стол можно устанавливать
под различными углами (до 45°) к направлению пиления, что дает
возможность проводить пиление под любым углом к поверхности детали.
Перемещение стола и крепление его в нужном положении осуществляют
специальным винтом.
Спаянную пильную ленту надевают на оба шкива (ведущий и ведомый) и
натягивают маховичком, размещенным на суппорте верхнего шкива, который
является натяжным. Ободы пильных шкивов покрыты эластичным бандажом, не
допускающим спадания пильной ленты со шкивов. Для предупреждения
смещения пильной ленты со шкивов во всех ленточнопильных станках
предусмотрены направляющие устройства (рис. 54,55). Одно из таких
устройств устанавливают под столом немного ниже его плоскости при выходе
полотна из прореЗи стола, а другое на 10... 15 мм выше распиливаемого
материала. Ленточная пила упирается тыльной стороной в ролики, что
предупреждает смещение ее даже при значительных усилиях подачи
материала.
Станок ЛС40 аналогичен по конструкции и назначению станку ЛС80-6, но
меньше по размерам и массе, незначительно изменены некоторые его узлы.
На рис. 56 показан механизм подачи ленточнопильного станка.
Режущий инструмент ленточнопильных станков — это ленточные пилы, которые
представляют собой металлическую ленту с нарезанными с одной стороны
зубьями.
При отрезании ленты учитывают припуск на спаивание. Кроме того, ленту следует отрезать с таким расчетом, чтобы в месте спаивания был выдержан общий шаг зубьев. Правильно спаянная ленточная пила, если ее поставить тыльной стороной на ровный пол, образует круг. Толщина ленточного полотна зависит от диаметра пильного шкива и составляет около 0,001 его диаметра, т. е. S<= (0,001... 0,007 D), где S — толщина полотна пилы, мм; D — диаметр шкива, мм. Установлено, что в ленточных пилах с тонким полотном и большим диаметром шкивов напряжения меньше.

Рис. 53. Ленточнопильный станок ЛC80-6
Рис. 54. Направляющее устройство верхнего шкива ленточнопильного стайка
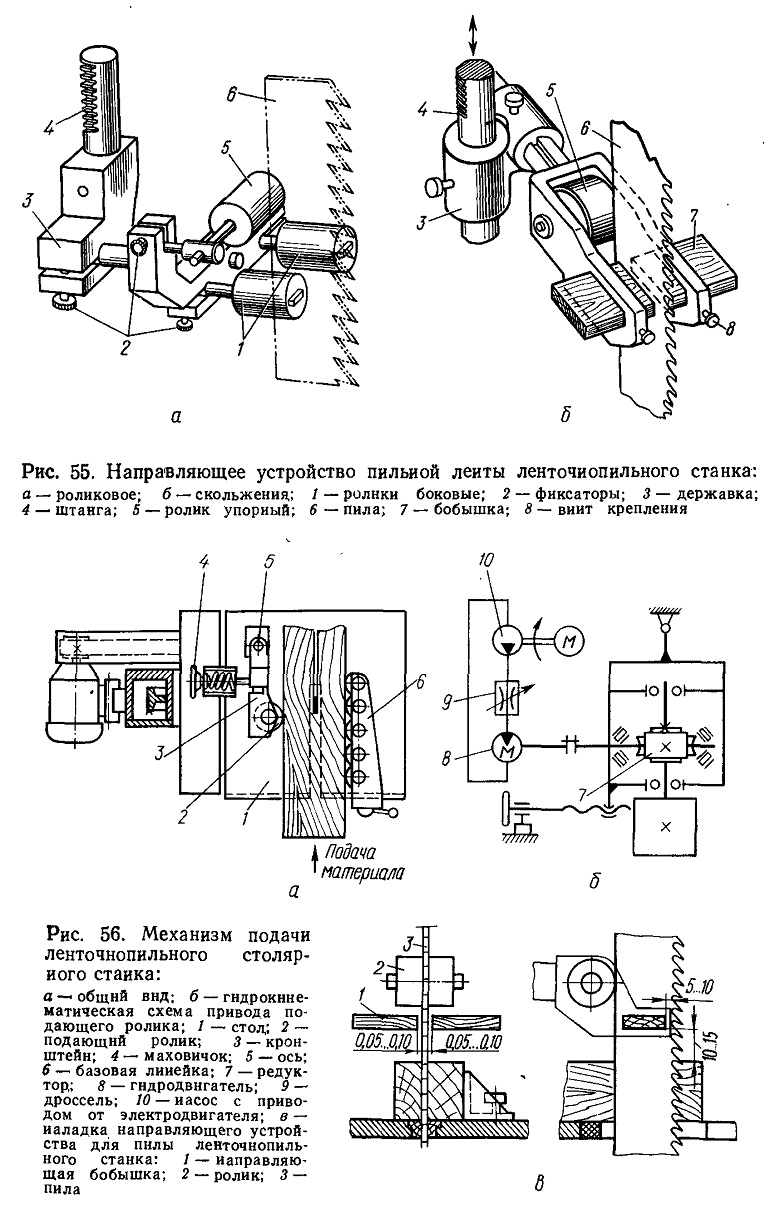
Рис. 55. Направляющее устройство пильной ленты ленточнопильного станка
Рис. 56. Механизм подачи ленточнопильного столярного стайка

Выбрав пильную ленту в соответствии с радиусом
кривизны и диаметром шкивов, концы ее спаивают медным припоем,
предварительно сняв с них фаску (для увеличения площади спаивания).
Остатки припоя счищают до толщины развода зубьев.
Профиль зубьев ленточных пил отвечает профилю зубьев ручных пил для
смешанного пиления, но с большей пазухой. Значения углов зубьев
ленточных пил: переднего v = 5°, заточки в = 50°, заднего а=35°, резания
б = 85°. Зубья разводят на 0,15... 0,3 мм и затачивают так же, как и
зубья круглых плоских пил для продольного пиления.
На рис. 57 показаны схемы получения криволинейных заготовок, а на рис. 58 — схемы организации рабочих мест при работе на различных станках.
содержание .. 30 31 32 33 34 35 36 37 38 39 40 ..