содержание .. 39 40 41 42 43 44 45 46 47 48 49 50 ..
|
ДЕТАЛИ УЗЛА БАЛАНСА НАРУЧНЫХ И КАРМАННЫХ ЧАСОВ
Погнутость цапфы оси. Ее выравнивают специальными пинцетами (рис. 96). При этом нельзя гнуть цапфу в обратную сторону, а следует слегка сдавливать ее пинцетами, сжимая и разжимая их несколько раз, пока цапфа не выровняется. После выравнивания цапфу нужно обязательно отполировать на цапф-машине.
Рис. 96. Пинцет для выравнивания цапф
Вставка цапфы. Под поломкой оси
подразумевается чаще всего поломка в балансе или трибе нижней
или верхней цапфы или обеих цапф. При отсутствии новой оси или
триба можно вставить только цапфу. Ту часть оси или триба, в
которую нужно поставить цапфу, вставляют в трубку из красной
меди и подогревают до красна для отпуска, затем точильным камнем
на месте сверления отверстия для цапфы делают небольшую
плоскость. Отверстие сверлят на специальной сверлильной машинке
(рис. 97). Деталь в центры машинки должна вставляться
сравнительно свободно, но без излишнего качания. Перед
сверлением подбирают спицу сверлильной машинки так, чтобы уступ
оси слегка входил во внутренний конус. |


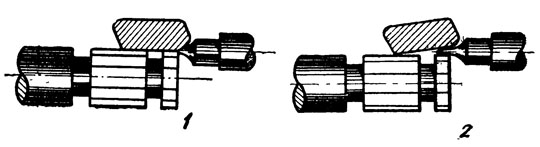
Рис. 97. Машинка для сверления:
I — передний центр; 2— державка со сверлом; 3 — винты, закрепляющие
центры;
4 — баланс; 5 — ролик; 6 — поводок; 7 — задний центр; 8 — шелковая нитка
смычка

Рис. 98. Цапф-мапшна (станок для обработки цапф):
1 — центр с канавками для заточки и полировки цапф; 2 — центр для цапф
секундного колеса; 3 — центр с канавками для заточки и полировки пятки
цапф; 4 — центр для цапф средней толщины; 5 — поводок; 6 — винт,
передвигающий поводок

Рис. 99 Бархатный напильник и воронило.
1 — бархатный напильник, 2 — воронило (полирфайль); 3 — футляр
|
Во время сверления не нужно сильно нажимать
на сверло, особенно вначале, так как при этом сверло или уйдет в
сторону от центра, или затупится, загортует место сверления и не
будет сверлить.
На рис. 100 показано правильное положение
цапфы в канавке спицы и неправильное, где цапфа выступает
значительно выше плоскости спицы. В последнем случае возникает
опасность выпада детали, кроме того, противоположная цапфа в
задней спице может сломаться. Доводят цапфу на цапф-маишне не спеша.
Мастер слегка на-, жимает на цапфу в тот момент, когда он
поворачивает баланс на себя при движении бархатного напильника
от себя.
Рис. 100. Положение цапф на спине
цапф-машины:
|
содержание .. 39 40 41 42 43 44 45 46 47 48 49 50 ..