содержание .. 30 31 32 33 34 35 36 37 38 39 40 ..
КОНСТРУКЦИИ МЕТАЛЛИЧЕСКИХ ВОЗДУХОВОДОВ
Воздуховоды вентиляционных систем собирают из отдельных деталей: прямых
участков (труб), отводов, узлов ответвлений (тройников) и переходов,
которые изготовляют из металла в соответствии с ТУ 36-736—78
«Воздуховоды металлические». Толщина тонколистовой стали для
изготовления воздуховодов указывается в проекте, при отсутствии указаний
принимается в соответствии со СНиП 2.04.05—86 «Нормы проектирования.
Отопление, вентиляция и кондиционирование».
Воздуховоды в зависимости от толщины металлических листов, из которых
изготовляют детали, можно собирать на фальцевых или слесарных
соединениях; при этом воздуховоды называют соответственно фальцевыми или
сварными.

Рис. 82. Виды фальцевых соединений:
а — лежачий фальц, 6 — лежачий фальц с двойной отсечкой, в — угловой
фальц, г— угловое фальцевое соединение с просечными защелками, д —
стоячий фальц, е — зиговое соединение, ж — реечное соединение
Фальцевые соединения применяют при изготовлении деталей
воздуховодов из тонколистовой и кровельной стали толщиной до 1 мм, из
алюминия толщиной до 2 мм. Элементы круглого сечения соединяют с помощью
лежачего фальца (рис. 82, а) или лежачего фальца с двойной отсечкой
(рис. 82, б), элементы прямоугольного сечения — с помощью лежачего и
углового (рис. 82, в) фальцев. Детали воздуховодов прямоугольного
сечения можно собирать, используя угловое фальцевое соединение с
просечными защелками (рис. 82, г).
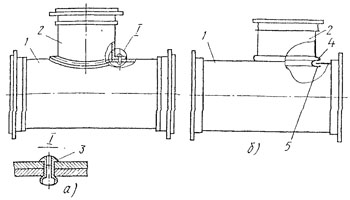
Рис. 83. Узлы ответвлений воздуховодов с базовой
врезкой:
а — круглого сечения, б — прямоугольного сечения; 1 - прямой участок,2 -
базовая врезка, 3 — заклепка, 4 зиг, 5 — отбортовка

Рис. 84. Виды сварных соединений металлических
воздуховодов:
а — нахлесточное, б — раструбное, в —- точечной сваркой, г, д — угловые,
е, ж — соединение фланцев с воздуховодом ручной и точечной сваркой, з —
спирально-сварных воздуховодов, и — вентиляционных коробов, к —
плазменной сваркой спирально-сварных воздуховодов
Отводы круглого сечения для систем аспирации и пневмотранспорта,
состоящие из отдельных элементов, соеяиняют па стоячем (рис. 82, д) и
лежачем фальцах, а отводы для общеобменных систем вентиляции — на
зиговом соединении (рис. 82, е). В некоторых случаях отводы собирают из
отдельных элементов «враструб» с последующей сваркой на контактно-шовной
машине или на полуавтоматах.
Узлы ответвлений воздуховодов круглого и прямоугольного сечений собирают
на заклепках 3 (рис. 83, а), либо на отбортовке с прокаткой зига 4 (рис.
83, б), либо на сварке.

Рис. 85. Бандажное соединение воздуховодов:
1 — бандаж, 2 —герметик «Путепрол», 3 — ушко, 4 — болт
Существует метод сборки круглых узлов ответвлении в монтажных условиях
из двух деталей: трубы основания узла и ответвления с заранее
присоединенным к ответвлению фартуком того же диаметра, что и труба
основания. Для сборки узла в основании прорезают отверстие, несколько
большее, чем ответвление, и используя прокладку из герлена, иа
заклепках, самопа-резающихся шурупах или с помощью двух бандажей
подсоединяют ответвление.
Сварные соединения (рис. 84) используют при изготовлении деталей
воздуховодов из тонколистовой стали толщиной более 1 мм (в некоторых
случаях толщиной более 0,8 мм).
Реечное соединение (см. рис. 82, ж) применяют при сборке тройников для
систем аспирации и пневмотранспорта, а также деталей прямоугольного
сечения длиной сторон до 400 мм.
Бандажные соединения (рис. 85) служат для соединения отдельных деталей
круглых фальцевых воздуховодов диаметром до 900 мм при их монтаже.
Фланцевые соединения применяют для круглых и прямоугольных сварных
воздуховодов и круглых фальцевых воздуховодов при диаметре более 900 мм.
Соединения иа шинах (рис. 86) используют для деталей фальцевых
прямоугольных воздуховодов периметром до 4 м.
Материал фланцев, количество и диаметр отверстий под болты указаны в
табл. 51 и 52. Отбортовка воздуховодов на зеркало фланцев не должна
перекрывать отверстия для болтов.
Вид соединения отдельных деталей учитывается при изготовлении
воздуховодов, так как требует различных методов обработки присоединяемых
торцов.
При изготовлении воздуховодов ТУ 36-736—78 допускает небольшие
отклонения их размеров (табл. 65).

Рис. 86. Соединение деталей прямоугольных
воздуховодов на шинах:
а — профиль соединения, 6 — защелка и штампованный уголок; 1 — фасонная
шина, 2 — прокладка, 3 — защелка, 4 — воздуховод
Таблица 65. Допускаемые отклонения наружных размеров поперечных сечений воздуховодов, овальность для круглых воздуховодов и неплоскостиость стенок для прямоугольных воздуховодов, мм
|
Наружный диаметр воздуховода круглого сечения |
Наружный размер стороны воздуховода прямоугольного сечения |
Допускаемое отклонение |
|
|
по размерам |
овальность или плоскостность |
||
|
100...250 |
! 00...250 |
—3 |
5 |
|
280...500 |
300...500 |
—4 |
10 |
|
560...1250 |
600... 1200 |
-6 |
15 |
|
1400...2000 |
1600...2000 |
— 7 |
25/20* |
содержание .. 30 31 32 33 34 35 36 37 38 39 40 ..