содержание .. 40 41 42 43 44 45 46 47 48 49 50 ..
|
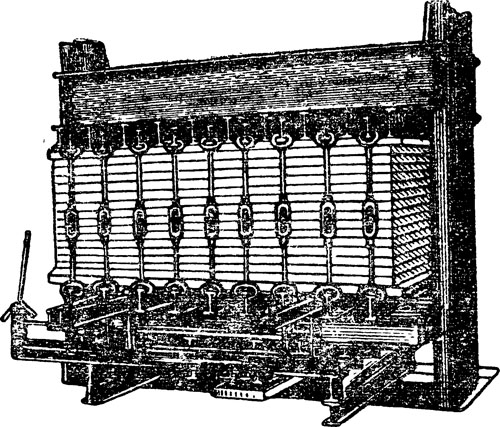
Вайма гидравлическая ВГК
Вайма гидравлическая ВГК (рис. 302) применяется для сборки оконных и дверных коробок. Представляет собой вайма металлическую станину, состоящую из правой и левой ферм, связанных между собой металлическими рамами. Для продольного и поперечного сжатия собираемых коробок смонтированы на станине передвижные и переставные линейки. Высота ваймы 954 мм, ширина 3050 мм, длина
3400 мм. Длина собираемых коробок от 600 до 2440 мм, ширина 500—
1940 мм, толщина 94—180 мм. Обслуживают вайму двое рабочих. вручную работники Московского деревообрабатывающего комбината № 3 предложили механическую вайму.
|

Рис. 302. Гидравлическая вайма ВГК:
1 — ферма левая. 2 — ферма правая, 3 — гидропривод

Рис. 303. Рациональная вайма
|
Механическая вайма, оснащенная
специальным устройством, помимо обжатия коробки, высверливает в
углах и в середине (в месте импоста) шесть отверстий, в которые
вставляются и забиваются нагели. К станине прикреплены подвижные
части, состоящие из стола, четырех угловых и двух прямых упоров.
Для высверливания отверстий и забивки нагелей на столе имеются
приспособления.
Рис. 304. Пресс для холодной склейки
Главным элементом приспособления является
рама со штоком-толкателем вверху и электросверлом внизу. При
вращении электродвигателя эти рамы могут подниматься и
опускаться. При подъеме рам включаются электросверла и
высверливаются отверстия под нагели, затем электродвигатель
меняет направление вращения валов, и рамы опускаются. В это
время с помощью штоков захватываются из бункера или магазина
нагели, которые вставляются в высверленные отверстия и
забиваются, а штоки немного поднимаются вверх, освобождая
собранную коробку.
Рис. 305. Винтовой пресс (домкрат) для склеивания заготовок по длине «на ус»: I — стыкуемые «на ус» заготовки, 2 — основание пресса, 3 — прокладочная бумага, 4 — подкладочная цулага под винты, 5 — винты, 6 — балочки для перемещения винтов
|

содержание .. 40 41 42 43 44 45 46 47 48 49 50 ..