содержание .. 30 31 32 33 34 35 36 37 38 39 40 ..
ПРИПУСКИ, ДОПУСКИ И НАПУСКИ ПРИ КОВКЕ МЕТАЛЛА
Поковки изготовляют с припусками на механическую обработку, допусками на
ковку и напусками.
На рис. 19, а, б изображен ступенчатый вал с припусками и допусками на
изготовление. Из рисунка видно, что припуск указан относительно контура
вала, допуск же указан относительно контура поковки.
Допуск на изготовление детали не следует смешивать
с припуском на обработку детали. Припуск представляет собой увеличение
размера детали сверх номинального на величину слоя’ металла, снимаемого
при механической обработке с целью получения определенной точности
размеров и необходимой чистоты рабочих поверхностей.
Величина припуска в каждом отдельном случае указывается на чертеже
поковки и зависит от длины, толщины, диаметра и сложности конфигурации
поковки.
1Как бы точно ни работал кузнец, он не может без малейших отклонений
придать детали все размеры, указанные в чертеже поковки. Поэтому, чтобы
ограничить величину отклонения от задаваемых размеров, на чертеже
поковки проставляются допуски, ограничивающие неточность работы кузнеца.
В тех случаях, когда поковку невозможно изготовить соответственно контуру детали, ее форма упрощается за счет оставления в необходимых местах избыточного металла, называемого напуском. Схема образования напуска поковки вала показана на рис. 19, в.

Рис. 19. Схема расположения припуска, допуска и напуска на поковку

Рис. 20. Схема расположения припусков и допусков на наружный размер кованой детали (по ГОСТ 7062-54),
Основные определения и правила установления
припусков и допусков на поковки регламентированы ГОСТ 7062—54.
Припуском называется предусмотренное превышение размеров поковки против
номинальных размеров детали, обеспечивающее после механической обработки
требуемые размеры детали и чистоту ее поверхности.
Допуском на кузнечную обработку называется разность между наибольшим и
наименьшим предельными размерами поковки.
Верхним отклонением называется разность между наибольшим предельным и
номинальным размерами поковки. Нижним отклонением называется разность
между номинальным и нижним предельным размерами поковки.
Схема расположения припусков и допусков на наружный
размер кованой детали приведена на рис. 20. Буквами и цифрами на этой
схеме обозначены:

Величины припусков на механическую обработку
резанием, допуски на номинальные размеры поковок из углеродистой и ле-
гированной стали, изготовляемых свободной ковкой на молотах,
регламентированы ГОСТ 7829—55.
Припуски по ГОСТ 7829—55 назначаются на номинальные размеры детали,
указанные в чертеже детали, при чистоте поверхности 3 или на номинальные
размеры, указанные в технологическом чертеже предварительно обработанной
(ободранной) заготовки.
В таблицах ГОСТ 7829—55 указаны номинальные величины припусков на размер
детали из расчета обработки поковок с двух сторон, а предельные
отклонения указаны на номинальные размеры поковок. При обработке детали
с одной стороны припуск принимают равным половине величины, указанной в
таблицах ГОСТ 7829—55; верхнее отклонение при этом сохраняют без
изменения, а нижнее принимают с коэффициентом 0,5.
Для необрабатываемых поковок или участков допуски на соответствующие
размеры назначаются по ГОСТ 7829—55 с коэффициентом 0,5—0,8. Наружные
радиусы округлений, утяжки при прошивке и отрубке, сдвиг сечений,
смещение отверстия при прошивке, неперпендикуляр,ность граней,
неравномерность распределения припуска и другие искажения формы не
должны выходить за пределы допуска.
Поковки, изготовляемые свободной ковкой на молотах по ГОСТ 7829—55, в
зависимости от их конфигурации и сечения делятся на семнадцать типов.
В табл. 5, 6 и 7 указаны припуски и допуски на размеры поковок небольших
сечений, так как поковки больших сечений в колхозных кузницах редко
применяются. Для поковок гладких сплошных круглого сечения (табл. 5)
припуски и допуски установлены в зависимости от диаметра и длины детали.
Припуски и отклонения распространяются на детали с соотношением размеров
L>1,5 D. Припуски на длину больше припусков на диаметр в три раза. Угол
скоса а должен быть не более 10°.
Для поковок гладких сплошных прямоугольного сечения (табл. 5) припуски и
допуски установлены на размеры сечения
А, В и длину детали. Припуски и отклонения распространяются на детали с
соотношением размеров 1,5 В и L<1,5 В. Припуски и отклонения назначаются
по наибольшему размеру сечения.
Для поковок сплошных цилиндров, брусков, кубиков, пластин, дисков,
дисков с отверстиями, пластин с отверстиями припуски и допуски
установлены в зависимости от диаметра и высоты детали (табл. 6).
Припуски и отклонения, указанные в табл. 6, распространяются на сплошные
цилиндры при

У прямоугольных деталей за размер Н принимают
наименьший размер, а размером А считают наибольший размер детали.
Припуски и отклонения на размер В принимают такие же, как и на размер А.
Таблица 5
Припуски и допуски на размеры для гладких сплошных поковок круглого и
прямоугольного сечений, изготовляемых свободной ковкой на молотах
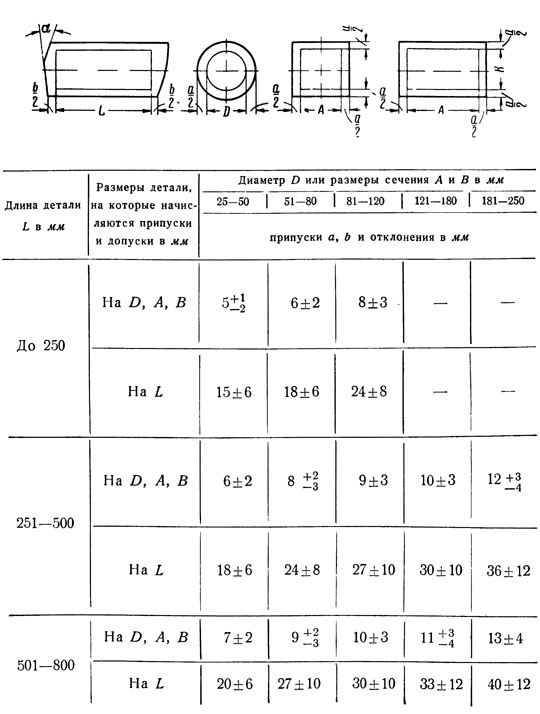
Таблица 6
Припуски и допуски на размеры сплошных поковок с
отверстиями, имеющих форму цилиндра, диска, кубика, бруска и пластины,
изготовляемых свободной
ковкой на молотах

Для поковок цилиндров с отверстием припуски и
допуски установлены в зависимости от диаметра и высоты детали (табл. 7).
Таблица 7
Припуски и допуски на размеры поковок, имеющих форму цилиндра с
отверстием, изготовляемых свободной ковкой на молотах
или длину) для гладких (без уступов), круглых и прямоугольных поковок-небольших размеров, не подвергающихся механической обработке.

содержание .. 30 31 32 33 34 35 36 37 38 39 40 ..