содержание .. 1 2 3 4 5 6 7 8 9 10 ..
Особенности производства РЭА
Радиоэлектронная аппаратура (РЭА) выпускается на специализированных
радиотехнических заводах, основным производственным звеном которых
является цех. Цехи делятся на основные и вспомогательные.
В основных (производственных) цехах изготовляют детали, сборочные
единицы, комплекты и комплексы РЭА. По производственному циклу эти цехи
делятся на заготовительные (механические, штамповочные, гальванические,
лакокрасочные и др.), сборочно-монтажные, регулировочные и
контрольно-испытательные.
Вспомогательные цехи (инструментальный, энергетический и др.) служат для
обеспечения бесперебойной работы основных цехов.
Производственная структура цехов характеризуется участками,
специализирующимися на изготовлении определенной номенклатуры изделий. В
зависимости от вида производства и выпускаемого количества готовых
изделий производственные участки могут быть отдельными цехами (например,
участок печатных плат или моточных изделий при большом выпуске изделий
может быть преобразован в цех).
В радиотехнической и электронной промышленности в зависимости от
количества выпускаемых изделий различают следующие типы производства:
единичное (опытное), серийное и массовое. При организации каждого типа
производства требуется определенный подход к разработке технологического
процесса изготовления деталей, сборочных единиц, а следовательно,
проектированию того или иного оборудования.
Единичное (опытное) производство РЭА, при котором
изделия выпускают небольшими партиями, строится по технологическому
принципу и характеризуется использованием универсального
технологического оборудования и специальной оснастки. С помощью оснастки
можно быстро осуществлять переналадку оборудования при переходе от одной
операции обработки детали к другой. Трудоемкость единичного производства
велика и требует высокой квалификации рабочих.
При серийном и массовом производстве РЭА дифференцируют их процессы. При
этом изготовление РЭА расчленяют на простые операции, которые
выполняются на одном рабочем месте рабочими более низкой квалификации.
Это позволяет использовать специальные автоматизированные линии —
конвейеры.
При изготовлении сложной РЭА на одном предприятии может существовать
несколько типов производства: крупносерийное
(типовые детали), серийное (сборка блоков и устройств), мелкосерийное
(окончательная сборка и настройка).
Радиотехническое производство отличается многообразием и сложностью
изделий, собираемых из ограниченного количества деталей и сборочных
единиц, широкой номенклатурой используемых материалов, разнообразием
технологических процессов, большим объемом сборочно-регулировочных и
контрольно-испытательных работ.
В настоящее время большинство деталей и сборочных единиц общего
применения (например, трансформаторы, реле, полупроводниковые приборы,
микросхемы и др.) выпускают на специализированном производстве. Кроме
предметной и подетальной специализации широко развита технологическая
специализация, при которой для централизованного производства выделены
отдельные стадии технологического процесса (например, изготовление
жгутов и печатных плат, литье, каркасное производство). Поэтому при
специализации предприятий особое значение приобретают кооперация
предприятий и централизованное снабжение радиозаводов всеми видами
полуфабрикатов.
В связи с сокращением номенклатуры деталей и сборочных единиц,
изготовляемых на отдельных предприятиях, широко внедряют
автоматизированную систему управления производством (АСУП).
Техническую и технологическую подготовку производства, планирование,
нормирование, материально-техническое снабжение и сбыт выполняют отделы
заводоуправления: главного конструктора, технолога, механика и
энергетика, технического контроля, труда и зарплаты,
планово-производственный, материально-технического снабжения,
финансовый, кадров и др. При многих радиозаводах имеются конструкторские
бюро, которые разрабатывают опытные образцы РЭА.
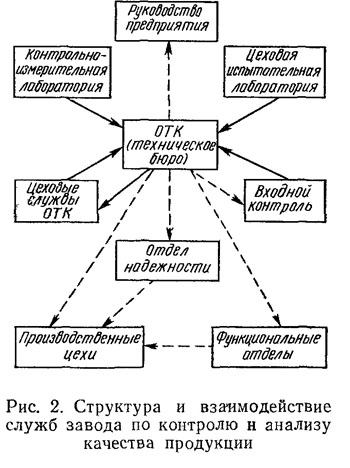
Особую роль на радиозаводах отводят отделу технического контроля (ОТК),
который через своих представителей осуществляет контроль хода
технологического процесса и качества выпускаемой продукции с целью
предотвращения и ликвидации производственного брака и обеспечения
установленного стандартами и ТУ качества выпускаемой продукции. В
обязанности ОТК входят также разработка методов контроля, учета и
анализа производственного брака.
Структура и взаимодействие служб заводов по контролю и анализу качества
продукции показаны на рис. 2.
Текущий контроль, которому подвергаются сборочные единицы и блоки,
выпускаемые различными цехами, позволяет исключить
поступление на сборку (монтаж) бракованных узлов или сборочных единиц.
Для повышения ответственности рабочих за выпуск высококачественной
продукции контроль на отдельных операциях осуществляют сами рабочие/
причем многим из них предоставлено право сдачи продукции с личным
клеймом.
Выходной контроль качества готовой продукции может быть сплошным и
выборочным.
Проблема повышения качества и эффективности производства РЭА является
сложной, многоплановой комплексной задачей и, требует системного решения
целого ряда мероприятий, в том числе: улучшение управления,
планирования и организации производства; создание полностью
автоматиризованных систем проектирования с использованием ЭВМ;
унификация математического обеспечения и оборудования; перевод отдельных
систем машинного проектирования на единую методологическую основу;
совершенствование технологии производства и оборудования, создание
автоматических систем управления технологическими процессами; улучшения
качества исходных материалов и деталей; совершенствование системы
контроля, контрольных операций и внедрение в производство
автоматизированных систем управления качеством; повышение уровня
подготовки и квалификации работников радиоэлектронной отрасли;
экономическое обоснование проводимых мероприятий.
С развитием унификации и стандартизации в радиотехнической
промышленности открылась широкая возможность типизации технологических
процессов, которая позволяет: упростить, ускорить и удешевить технологию
разработки; упорядочить существующие и внедрить более прогрессивные
технологические процессы; создать предпосылки для их комплексной
механизации и автоматизации; освободить человека от тяжелого труда,
связанного с однообразной быстроутомляемой работой и профессиональными
заболеваниями.
Дальнейшее развитие и совершенствование вычислительной техники позволило
внедрить в производственный процесс автоматизированную систему
управления технологическими процессами (АСУТП).
Применение АСУТП помогает: повысить качество и надежность выпускаемых
изделий; сократить потери от брака и увеличить процент выхода годных
изделий; обеспечить управление производством с учетом заданного плана
выпуска изделий; повысить производительность труда; сократить
трудоемкость изготовления; обеспечить контроль качества изделия на всех
этапах технологического процесса и связь между различными уровнями
производства.
Характеристика уровней АСУТП РЭА на микросхемах приведена в табл. 3.
Информация и команды, поступающие с различных уровней АСУТП, позволяют
оператору принимать необходимые решения для управления всем
технологическим процессом.
Таблица 3. Характеристика уровней АСУТП

Широкое применение прогрессивных технологических
процессов, стандартных средств технологического оснащения, а также
комплексной механизации и автоматизации проектных и управленческих работ
позволило внедрить единую систему технологической подготовки
производства (ЕСТПП).
Основными документами для проведения сборки РЭА являются технологические
карты, в которых указываются приспособления, инструмент и
последовательность проведения операций. В зависимости от типа
производства сборка проводится либо вручную, либо на автоматических
поточных линиях. Ручную сборку детали или сборочной единицы
слесарь-сборщик проводит на монтажном столе или конвейере. После сборки
деталей, сборочных единиц и блоков аппаратуры на основании платы (шасси)
приступают к электрическому монтажу.
содержание .. 1 2 3 4 5 6 7 8 9 10 ..