содержание .. 20 21 22 23 24 25 26 27 28 29 30 ..
§ 28. Характеристика, свойства и применение
абразивных материалов
Абразивными материалами или абразивами (от латинского «абразио» —
соскабливание) в современной технике называют обширную группу веществ,
отличающихся повышенной твердостью и режущей способностью п используемых
в рабочем слое инструмента для резания п шлифовки, как правило, в
измельченном порошкообразном состоянии.
Различаются природные абразивные материалы (природный алмаз, кварц,
корунд и т. п.) и искусственные (синтетический алмаз, карбид кремния,
электрокорунд и др.). Усредненные физико-механические свойства
абразивных материалов приведены в табл. 17.

При изготовлении инструмента для фрезерно-окантовочных и
шлифовально-полировальных работ по камню используются: природный алмаз,
синтетический алмаз, карбид кремния и электрокорунд.
Природный алмаз (от греческого «адамас» и арабского
«алмас»—твердый, непреклонный)—-самый твердый из известных минералов,
представляющий собой одну из кристаллических модификаций углерода с
небольшим количеством примесей. Алмаз резко отличается от других
модификации углерода — графи га и угля благодаря особенности
кристаллического строения. Если у графита атомы в структурной решетке
образуют плоские слоистые шестигранники, структурная решетка алмаза
имеет кубическую форму и содержит 18 атомов углерода (рис. 57). Близость
взаимного расположения атомов в кристаллической решетке и высокая
степень их прочности предопределяет исключительно высокую твердость
алмаза. Природный алмаз добывается из коренных или россыпных
месторождений. Кристаллы природных алмазов имеют разнообразную
геометрическую форму, лишь приближающуюся к геометрически правильной.
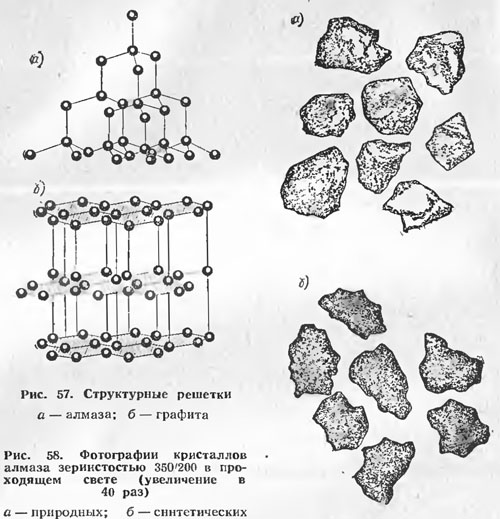
Для изготовления камнеобрабатывающего инструмента
применяются порошки дробленых сортированных алмазов, представляющие
собой совокупность алмазных зерен различных размеров и формы в виде
монокристаллов, их осколков и поликристаллов (рис. 58). Действующим
стандартом (ГОСТ 206—80) предусмотрена классификация порошков природных
алмазов по качеству на пять марок в зависимости от содержания в них
наиболее прочных зерен изотермической формы: Al, А2, АЗ, А5 и А8. Число
после А означает содержание в порошках зерен изометрической формы,
выраженное десятками процентов. Например, в порошках марки АЗ содержится
пе менее 30 % алмазных зерен изометричной формы.
Природные алмазы широко используются при изготовлении инструмента для
окантовки, резки, фрезеровки и шлифовки-полировки камня.
Отрезные круги и фрезы, работающие в более тяжелых условиях, чем
шлифопально-полировальный инструмент, требуют использования алмазов
повышенного качества, особенно при обработке прочного камня
(высокопрочные хорошо ограниченные алмазы с формами кубооктаэдров,
октаэдров и т. п. кристаллы с большими внутренними углами). Кроме того,
для этого инструмента могут успешно использоваться несколько уступающие
им по качеству дробленые зерна изометрической формы с большим числом
режущих кромок. Рекомендуемые для использования в рабочем инструменте
марки алмазов в зависимости от его назначения и вида горной породы
приведены в табл. 18.
Таблица 18. Рекомендуемые марки алмазов
|
Инструмент |
Горная порода |
Марки алмаза |
|
Отрезные круги и фре |
Низкопрочные |
Al, А2 |
|
зы |
Мраморы средней прочности |
А2 |
|
|
Мраморы повышенном прочности с включениями |
А2. АЗ |
|
|
Прочные изверженные |
А5, А8 |
|
Шлифовальные круги |
Прочные изверженные |
А2, АЗ |
Учитывая уникальные свойства алмазов и, прежде всего, их исключительно
высокую твердость, алмазы иногда выделяют из группы абразивов в
самостоятельную группу, хотя правильнее их считать разновидностью
абразивов.
Синтетический алмаз — искусственный абразивный материал, получаемый в
высокопрочных сосудах-автоклавах синтезом из графита при высоких
давлениях 10 ГПА и температуре 2000 °С с добавлением химических
катализаторов (железа, хрома, никеля, кобальта и др.). Указанные режимы
синтеза обеспечивают подвижность атомов углерода и возможность
перестройки структуры графита в структуру алмаза.
В нашей стране синтетические алмазы производятся в крупных масштабах,
превышающих в несколько раз объемы добычи природных алмазов.
Преимуществами искусственных алмазов являются: меньшая стоимость (за
счет невысокой стоимости исходного сырья и массовости производства) и
возможность получения алмазов с заданными свойствами, соответствующими
их назначению (путем управления режимом кристаллизации в процессе
производства). Разработанные в СССР разнообразные порошки из
синтетических алмазов с различными физико-механическими и
эксплуатационными свойствами подразделяются, согласно ГОСТ 9206—80, на
две основные группы: из монокристаллических алмазов (марки
АС2, АС4, АС6, АС 15, АС20, АС32, АС50) и из поликристаллических алмазов
(марки АРВ1, АРК4, АРСЗ).
Порошки АС2 (АСО), зерна в которых представлены преимущественно
агрегатами с развитой поверхностью (см. рис. 58), имеют повышенную
хрупкость, применяются главным образом в инструменте на органических
связках для доводочной шлифовки и полировки камня. Порошки АС4 (АСР),
состоящие из зерен в виде агрегатов и сростков, применяются и
инструменте для доводочной шлифовки камня, АС6 (АСВ), содержащие
более прочные зерна в виде несовершенных кристаллов, их обломков и
сростков, могут использоваться в инструменте на металлических связках
для шлифовки камня. Порошки АС15 (АСК) представлены зернами высокой
прочности в виде целых кристаллов несовершенной формы, их обломков и
сростков с коэффициентом формы зерен не более 1,6, который принимают как
среднеарифметическое значение отношения длины проекции
зерна к ширине его проекции по данным не менее 50
измерений. Эти порошки применяются в инструменте на металлических
связках для различных операций шлифовки камня средней твердости. У
порошков АС20 зерна также состоят из целых кристаллов, их обломков и
сростков повышенной прочности с коэффициентом формы зерен не более 1,5.
Порошки используются в инструменте для резки и шлифовки камня. Порошки
АС32 (АСС) представлены зернами главным образом в виде хорошо ограненных
целых кристаллов и их обломков повышенной прочности с коэффициентом
формы зерен не более 1,2. Применяются они в инструменте для распиловки,
окантовки и фрезеровки камня средней прочности. Порошки АС50 в основном
представлены зернами высокой прочности в виде хорошо ограненных целых
кристаллов и их обломков с коэффициентом формы зерен не более 1,18.
Используются в инструменте для окантовки, фрезеровки и шлифовки камня
высокой прочности.
Из рассмотренных марок порошков наиболее прочны марки АС32 и АС50,
которые соответственно используются в камнеобрабатывающем инструменте,
предназначенном для наиболее тяжелых условий работы (в дисковых пилах,
фрезах, шлифовальных кругах для камня высокой прочности и т. п.).
Для применения в камнеобрабатывающем инструменте весьма перспективны
также порошки из синтетических поликристаллических алмазов
(поликристаллов). Поликристаллы — это конгломераты из мелких, сросшихся
между собой алмазов, связанных материалом шихты, которая использовались
при их синтезе (железо, никель, хром и т. п.). Такое строение
поликристаллов обусловливает их высокую прочность, значительную
стойкость к ударным нагрузкам и меньшую хрупкость по сравнению с
монокристаллами синтетического алмаза. Дополнительным преимуществом
поликристаллических алмазов является их способность хорошо удерживаться
в связке инструмента благодаря неровной шероховатой поверхности зерен
поликристаллов после дробления.
Из трех указанных ранее марок порошков поликристаллических алмазов в
камнеобрабатывающем инструменте используются две: АРК4(АСПК) и
АРСЗ(СВСП). Порошки АРК4, являющиеся продуктом дробления алмазов типа
«карбонадо», широко применяются в дисковых пилах и фрезах для окантовки
и фрезеровки низкопрочного камня, а АРСЗ, полученные путем дробления
алмазов типа «спеки», — в дисковых пилах, фрезах и шлифовальных кругах
соответственно для распиловки и окантовки, фрезеровки и шлифовки камня
средней прочности.
Поликристаллическим алмазом присущи некоторые характерные свойства,
влияющие на изготовление и эксплуатацию камнеобрабатывающего
инструмента. В частности, особая структура таких алмазов предопределяет
их характерный абразивный износ при эксплуатации, в результате которого
они приобретают округлую форму без острых кромок и худшую режущую
способность (монокристаллические алмазы изнашиваются за счет скалывания
по плоскости спайности). Порошки АРК4 имеют относительно невысокую
термостойкость (700—750°С), что требует применения низкоплавких связок
при изготовлении из них инструмента, а также накладывает ограничения на
режимы его эксплуатации. Порошки АРСЗ обладают достаточной
термостойкостью (свыше 900 °С), что позволяет изготовлять из них
инструмент на любых связках.
Карбид кремния — искусственный абразивный материал, представляющий собой
химическое соединение кремния с углеродом SiC, получаемый плавкой в
электропечах при температуре около 2200 °С (сырьем для получения карбида
кремния являются кварцевый песок и углеродистые вещества — нефтяной кокс
и антрацит). Отечественная абразивная промышленность производит два вида
карбида кремния: черный (КЧ) с содержанием SiC не менее 95% и зеленый (КЗ)
с содержанием SiC не менее 97 %. Из карбида кремния получают шлифзер-но,
шлифпорошки и микропорошки, используемые при изготовлении различного
инструмента для шлифовки, калибровки и профилировки камня.
Электрокорунд — искусственный абразивный материал на основе оксида
алюминия (AI2O3) в ее кристаллической форме, получаемый путем
восстановительной плавки в электропечах пород, богатых глиноземом
(бокситы, чистый глинозем) при температуре около 2000°С. В зависимости
от содержания оксида алюминия электрокорунд имеет различные цвет,
структуру, свойства и выпускается трех основных разновидностей:
нормальный, белый и монокорунд.
Нормальный электрокорунд содержит 93—95 % корунда и характеризуется
высокой механической прочностью зерен при их повышенной вязкости, что
обеспечивает эффективную работу инструмента с переменными нагрузками.
Используется в производстве инструмента на керамических и органических
связках для шлифовки, калибровки и профилировки камня (преимущественно
марки 13А и 14А).
Белый электрокорунд является более однородным по своему химическому
составу и физическим свойствам по сравнению с нормальным электрокорупдом,
содержание корунда составляет 98—99 %. Область применения та же-, что и
у нормального электрокорунда.
Монокорунд (содержание корунда до 99%) обладает повышенной режущей
способностью. Его выпускают в виде шлифзерна и шлифпорошков,
используемых для тех же целей, что и другие разновидности
электрокорунда.