содержание .. 20 21 22 23 24 25 26 27 28 29 30 ..
§ 24. Описание и технические характеристики
поточных линий
Характерным примером непрерывно-поточной многооперационной линии,
предназначенной для обработки крупноразмерных облицовочных плит из
мрамора, гранита и других видов камня является модель СМР-034
Костромского завода «Строммашина», эксплуатируемая на комбинате «Саянмрамор»
с 1977 г. (рис. 47). Работает линия по двум технологическим потокам —
основному и вспомогательному.
На основном потоке в автоматическом режиме производится
шлифовка-полировка лицевой поверхности плит-заготовок, а также их
продольная и поперечная окантовка. На вспомогательном потоке
осуществляется транспортирование плит-заготовок, подлежащих повторной
шлифовке, исправлению дефектов или, в случае их непригодности, удалению
с поточной линии. Управление оборудованием вспомогательного потока
производится частично в автоматическом режиме и частично вручную с
пульта управления.
Оборудование основного потока состоит из укладчика плит СМР-040 1,
конвейерного шлифовального станка СМР-035 для грубой шлифовки 2,
конвейерного шлифовально-полировального станка СМР-036 4, конвейерного
станка СМР-038 для продольной окантовки 5, мостового станка СМР-039 для
поперечной окантовки 6, а также комплекта роликовых транспортеров.
Оборудование вспомогательного потока линии состоит из съемника
плит-заготовок СМР-041 3, двух роликовых транспортеров, входящих в
состав оборудования основного потока, двух цепных подъемных
транспортеров и четырех роликовых транспортеров.
Таблица 14. Технические характеристики поточных линий для обработки крупнозернистых плит
|
|
Модель линии |
|
|
Основной показатель |
СМР-034 |
322 |
|
1 |
2 |
3 |
|
Максимальные размеры обрабатываемых заготовок, мм: |
|
|
|
длина |
2800 |
2800 |
|
ширина |
1600 |
1600 |
|
высота (толщина) |
40 |
40 |
|
Количество технологических постов |
4 |
6 |
|
(станков) линии, щт. Количество шпиндельных узлов, шт.: |
11 |
16 |
|
окантовочных |
||
|
шлифовально-полировальных |
10 |
5 |
|
Диаметр дисковых пил, мм |
320 |
320 |
|
Диаметр шлифовальных (полироваль |
450 |
430; 320 |
|
ных) кругов |
356,8 |
220,8 |
|
Установленная мощность, кВ г |
||
|
Частота вращения дисковых мил. |
2200 |
1420 |
|
мин-1 |
|
512 |
|
Частота вращения шлифовальных |
570; 800 |
|
|
(полировальных) кругов, мин-1 Скорость перемещения рабочих тран |
|
0,4—0,6 |
|
0,094—0,56 |
||
|
спортеров, м/мин Размеры готовой продукции, мм: |
|
300—1600 |
|
длнна |
300—1200 |
|
|
ширина |
300—1200 |
300—1600 |
|
высота (толщина) |
15—40 |
20—40 |
|
Габариты линии, мм- |
|
|
|
длина |
53,45 |
— |
|
ширина |
9640 |
— |
|
высота |
3340 |
— |
|
Численность обслуживающего персо |
6 |
7 |
|
нала, чел/смен |
110 |
|
|
Масса линии, т |
— |
|
|
Производительность, тыс. м2/г: |
|
70 |
|
па мраморе |
— |
|
|
на граните |
30 |
|


Поточной линии СМР-034 во многом аналогична линия модели 322 фирмы «Карл
Мапер», применяемая на некоторых отечественных предприятиях. К
отличительным особенностям этой линии следует о шести: более низкую
металлоемкость и энергоемкость, использование в конструкции шлифовальных
станков (модель 322) ленточных транспортеров; наличие дополнительного (качательного)
движения шпиндельных узлов на станках для средней и доводочной шлифовки
и полировки; наличие в составе линии кромкошлифовального станка (модель
313).
Следует отметить, однако, что в комплекте линии модели 322 отсутствуют
укладчик плит-заготовок и механизм уборки отходов продольной окантовки,
что несколько снижает уровень механизации вспомогательных операций
поточного производства.
Техническая характеристика рассмотренных линий приведена в табл. 14.
Характерным примером непрерывно-поточных много-операционных линий,
предназначенных для обработки облицовочных плит ограниченного размера из
мрамора и аналогичных пород является линия модели Тэ-матик итальянской
фирмы «Тэ-ма» (рис. 48). В состав линии входят: конвейерные окантовочные
станки Тэ-шпорим (их конструкция описана в гл. 5),
шлифовально-полировальный конвейерный станок Тэ-конт, а также комплект
транспортеров (приемный, переводной, промежуточные, разгрузочный) и
станок поперечной окантовки.
Всем рассмотренным выше поточным линиям свойственна общая особенность —
способность перерабатывать исходные плиты-заготовки, имеющие
значительные размеры (обычно получаемые распиловкой блоков на штрипсовых
станках).
Краткая техническая характеристика линии модели «Тэ-матик»
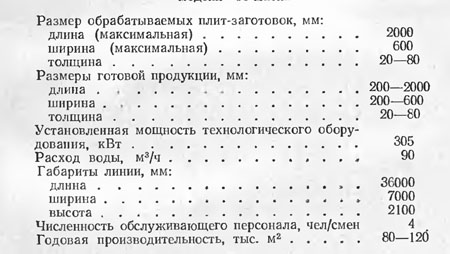
Рис. 48. Поточная линил Тэ-матик
Существует, однако, еще большая группа линий на базе
фрезерно-окантовочных и шлифовально-полировальных станков, использующих
исходные заготовки в виде длинных полос ограниченной ширины. Такие
полосы получают путем распиловки блоков на дисковых ортогональных
станках, которые, как правило, включаются в состав оборудования линии.
Общей характерной особенностью этих линий является принципиально
одинаковый конструктивный тип основного технологического оборудования:
ортогональные станки на распиловке блоков, малогабаритные консольные
окантовочные станки на операции поперечной окантовки заготовок и
шлифовально-полировальные конвейерные станки на операции
шлифовки-полировки. Помимо перечисленного основного оборудования
указанные поточные линии имеют в своем составе комплект транспортирующих
устройств, а также механизмы для укладки заготовок на транспортер, их
съем, и т. п. К таким поточным линиям относятся линия модели Лазер фирмы
«Грегори», а также других итальянских фирм «Бра», «Терцаго», «Мордентн»,
«Кие-за» и др.
Основные технические характеристики поточных линий, обрабатывающих
заготовки ограниченной ширины, рассмотрены в табл. 15.
Таблица 15. Технические характеристики поточных линий для обработки плит ограниченной ширины
|
Основной показатель |
Модель линий (фирмы) |
||
|
Лазер* Грегори» |
«Терцаго» |
«Бра» |
|
|
1 |
2 |
3 |
4 |
|
Максимальные размеры обрабатываемых заготовок (блоков), мм: длина |
.'1000 |
3700 |
3500 |
|
ширина |
1W10 |
2800 |
2000 |
|
высота |
1 И(К) |
2000 |
2000 |
|
Количество технологиче |
г> |
4 |
4 |
|
ских постов линии (станков), шт. Модели станков: ортогонального |
Булл-4Ж |
Т12Ж |
ВР/66 |
|
поперечио-окантовочно- |
Минисупер |
АС35 |
И640 |
|
го шлифовально-полиро |
Харрикеп- |
П400А8 |
ЛАУ-8 |
|
вального кромко-шлифовального |
Нью-Торнадо Борданг |
ЦЖ |
СК-60 |
|
Максимальные размеры готовой продукции, мм: длина |
3000 |
3000 |
3500 |
|
ширина |
420 |
420 |
420 |
|
высота |
30 |
60 |
110 |
|
Установленная мощность, |
265 |
195,5 |
185 |
|
кВт Габариты линии, мм: длина |
38 000 |
3600 |
36 500 |
|
ширина |
6500 |
6200 |
5 000 |
|
высота |
2800 |
4300 |
4 500 |
|
Масса, т |
24 |
21 |
33 |
|
Численность обслужива |
5 |
5 |
5 |
|
ющего персонала, чел/смен Производительность (эксплуатационная), тыс. мг/год: па мраморе |
|
|
8—10 |
|
на граните |
2—4 |
2—3 |
— |
Многие из перечисленных линий работают на отечественных камнеобрабатываюших предприятиях; одни из них предназначены для обработки гранита, другие — для обработки мрамора и аналогичных горных пород.
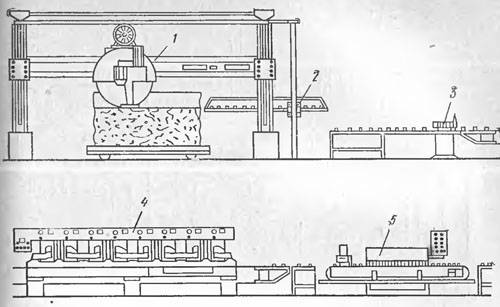
Рис. 49. Поточили линия дли обработки мрамора фирмы «Бра»
Так, например, линия фирмы «Бра» предназначенная для обработки мрамора,
имеет в своем составе: ортогональный распиловочный станок модели BP/66
1, полуавтематический съемник-укладчик плит АРП 2,
поперечно-окантовочный консольный станок модели И-640 3 и конвейерный
шлифовально-полировальный станок модели ЛАУ-8 4, а при необходимости
может дополняться кромкошлифовальным станком модели СК-60 5 (рис. 49).
Для тех случаев, когда требуется увеличить производительность линии но
обработке мрамора, в ее состав вводится дисковый распиловочный станок (у
фирмы «Бра» — модели СП-40), располагаемый между ортогональным и
поперечно-окантовочным либо между
поперечно-окантовочным и шлифовально-полировальным станками. В таком
варианте линии ее первый станок — ортогональный— выпиливает из блока не
плиту, а брус, который затем разрезается на плиты при помощи дискового
станка.