Technology of watch production - part 77
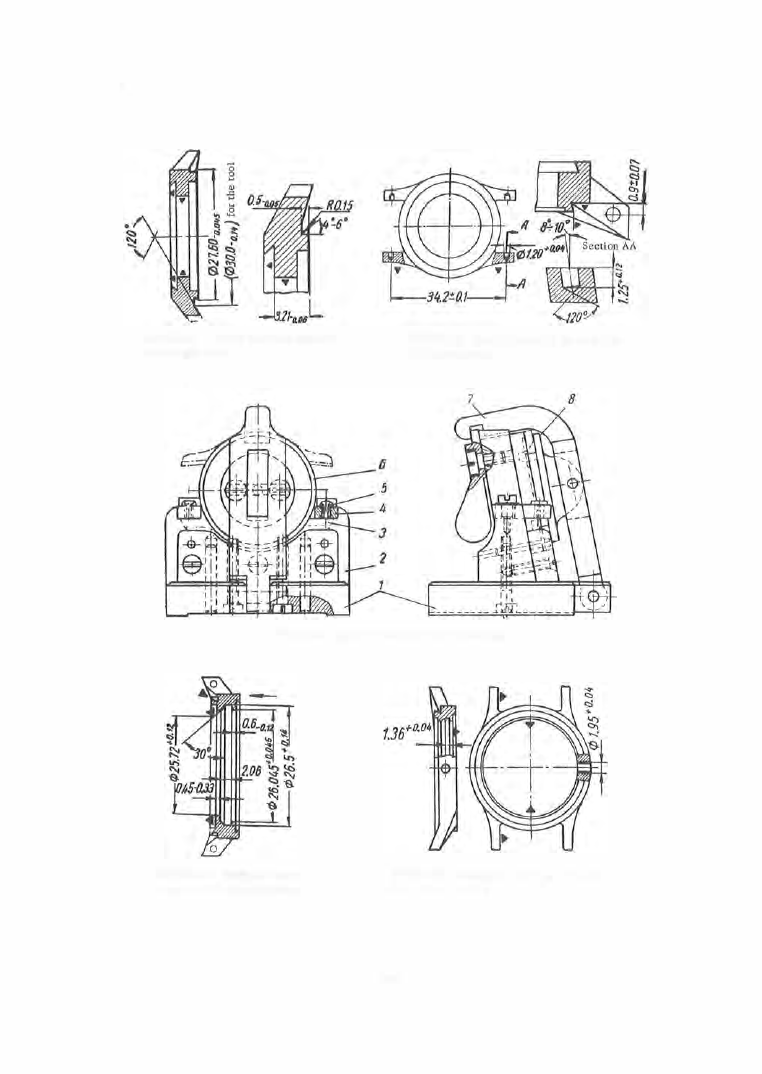
FIGURE 15. Turning the back shoulder
(eighth operation)
FIGURE 16. Drilling holes for the strap bar
(ninth operation)
FIGURE 1 7 . Jig for drilling the holes in the lug
FIGURE 18. Boring the move
ment recess (tenth operation)
FIGURE 19. Drilling the winding-stem hole
(eleventh operation)
3 0 5