Technology of watch production - part 27
All the working mechanisms of the machine - the headstock on the right,
the d rilling and threading attachments on the l eft, and the tool head in the
middle - are mounted on the b e d. The camshaft is mounted on the rear
side of the bed and carries cams which control the headstock feed, the feeds
of the uppe r tool slide, the rocker, the spindles of the drilling and othe r
attachments , and the closing and releasing of the collet.
The camshaft is driven by the trans vers e s haft VII, mounted inside the
bed (Figure 6 ). A two-step pulley turns freely on one end of this shaft while
a handle is fixed to its other end by m eans of which the camshaft can be
m anually rotated when the machine is being adjusted.
The worm, with s imple jaw clutches at both end s , turns freely on the
transvers e shaft.
The cam shaft is rotated by the pulley when the worm clutch engages
the latter, and m anually when the worm engages the trans vers e s haft.
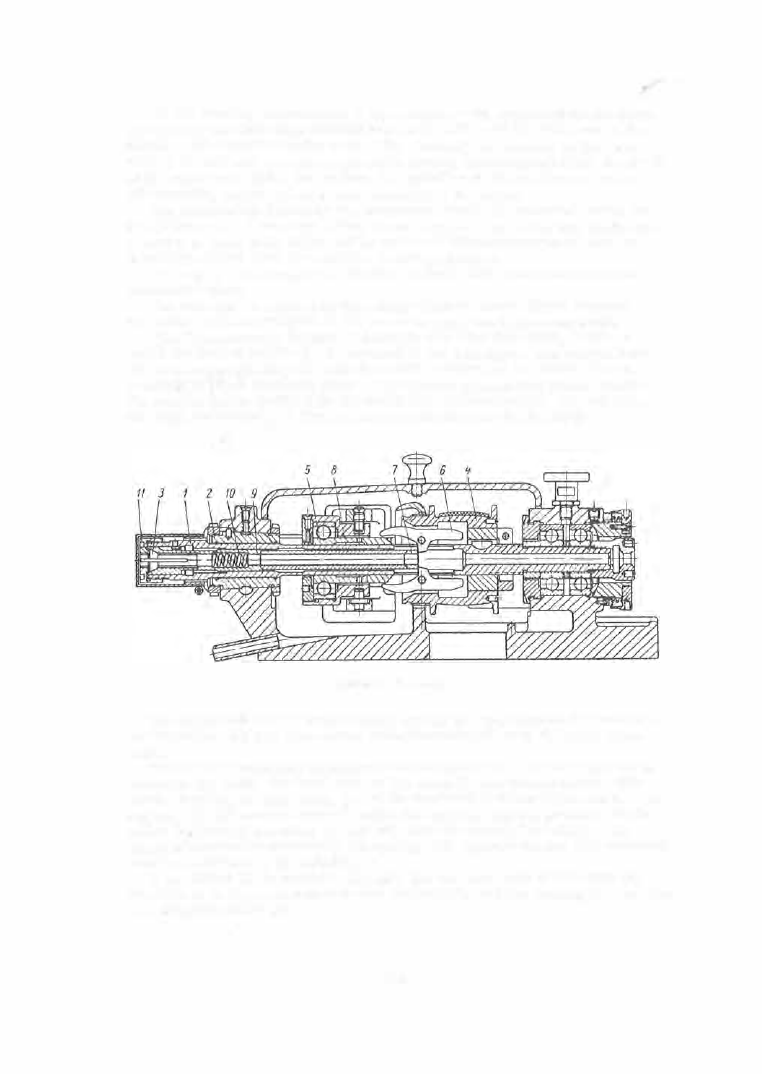
T h e h e a d s t o c k (Figure 7 ) consists of a cast-iron body, inside of
which the hollow spindle ( 1 ) is mounted in two bearings . The frontal bear
ing is a bronze bushing (2 ), and the rear bearings are two radial- thrust
bearings of the A accu racy clas s . The bar b eing machined passes inside
the spindle and is clamped by the collet (3 ). The pulley (4 )
,
rotated from
the main drive s haft, is fixed on the spindle between the bearings .
FrGURE 7 . Headstock
The headstock moves longitudinally during the operation of the machine,
and therefore the b elt als o m oves along the wide pulley of the main drive
s haft.
The collet mechanis m is mounted on the spindle (1 ). If the slider (5 ) is
moved to the right, the front ends of the cams ( 6 ) are forced apart. The
cam s , rotating on their axes, press the hardened bushing ( 7 ) forward. The
bushing (7 ), by moving fo rward inside the spindle , applies pressure on the
collet ( 3 ) through the tubes (8 ) and (9), thereby closing the collet. The
collet is constantly pressed by the sp ring (1 0), against the nut ( 1 1 ), screwed
onto the front end of the spindle.
If the slider ( 5 ) is moved to the left, the forward ends of the cams ( 6 )
are able to be drawn together by the spring ( 1 0 ), and the bushing ( 7 ) retreats ,
releas ing the collet ( 3 )
.
1 0 5