содержание .. 140 141 142 143 144 145 146 147 148 149 ..
VII.1.
ОТДЕЛКА НИЗА ОБУВИ
VI 1.1.1.
Контурная обработка деталей низа обуви из кожи и
резины
Фрезерование. Операцию выполняют для удаления излишков материала по
контуру подошвы, каблука и набойки, а также для придания им определенной
формы по площади (в соответствии с формой колодки), боковой поверхности,
урезу подошв и каблука. Фрезеруют детали на машинах ФУП-З-О, рабочим
органом которых является вращающаяся фреза. При фрезеровании торцовую
часть подошвы, каблука, набойки, прикрепленных к обуви, вручную
совмещают с вращающейся фрезой, при перемещении обуви срезают излишки по
контуру затянутой обуви и придают обрабатываемой поверхности
определенный профиль и чистоту (гладкость) обработки.
Фреза — многолезвийный режущий инструмент, имеющий форму диска с
режущими профилированными зубьями, расположенными по окружности (рис. VI
1.1). В зависимости от конструкции обуви и материала обрабатываемой
детали (подошвы, каблука, набойки или стельки) применяют фрезы с
различными профилями режущих кромок зубьев (рис. VII.2). При выборе
фрезы необходимо учитывать, чтобы ширина режущей кромки была на 0,5—
0,75 мм меньше толщины уреза.
Фрезерование начинают с пучковой части подошвы. Урез подошвы фрезеруют
по всему контуру или до пяточной части. Он должен быть одинаковым в
обеих полупарах обуви. Профиль уреза должен быть гладким, с четко
выраженными жилками и соответствовать профилю фрезы. Отфрезерованный
урез не должен иметь выхватов, стежки на подошве и ранте не должны быть
повреждены.
Чтобы предохранить верх обуви от повреждений в про-цессе фрезерования,
применяют фрезы с неподвижной съемной шайбой. После того как
отфрезерована боковая поверхность каблука, все неровности в пяточной
части подошвы срезают фрезой без малого пера. При этом образуется фаска
шириной 1,5—2 мм, которая должна быть ровной и плавно переходить в
геленочную часть подошвы. Верхний контур набойки должен совпадать с
краем набоечной части каблука, а нижний выступать на 1—1,5 мм.

Рис. VI.II. Фреза для обработки деталей низа
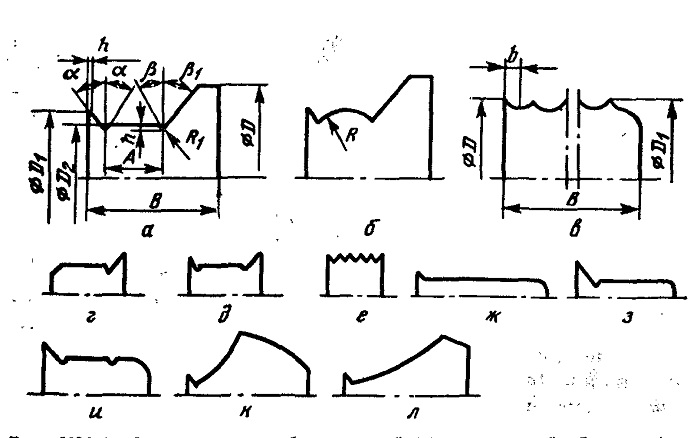
Рис. VII.2. Формы полок зубьев прямой (а) и
выпуклой (б) для обработки подошв, фигурной (в) для обработки уреза
пористых подошв, для обработки набоек (г, д, е), для обработки каблуков
(ж, з), для подправки уреза на участке перехода от геленочной части к
каблучной и обработки подошвы с утолщенной пяточной частью («),
геленочных
фрез (к, л)
Способы предупреждения образования дефектов после фрезерования

содержание .. 140 141 142 143 144 145 146 147 148 149 ..