Harley Davidson 1986-2003 XL/XLH Sportster. Service Manual - page 17
CAUTION
While the cylinder is removed, use care when
working around the cylinder studs to avoid
bending or damaging them. A bend could
cause a stud failure later during engine oper-
ation.
10. Remove the pistons and rings as described in this chap-
ter.
11. Repeat Steps 1-10 for the remaining cylinder.
Inspection
To obtain an accurate cylinder bore measuremnt, the cyl-
inder must be secured between torque plates. Torque plates
are available from several sources. This arrangement simu-
lates the distortion imparted on a cylinder when it is
clamped down by the cylinder head and the cylinder bolts
are tightened to the specified torque. Measurements made
without the engine torque plate can vary by 0.001 in. (0.025
mm). If you do not have access to the torque plates, refer
service to a dealership.
1. Remove all gasket residue from both cylinder gasket
surfaces.
2. Thoroughly clean the cylinder with solvent and dry with
compressed air.
3. Lightly coat the cylinder bore with clean engine oil to
prevent rust.
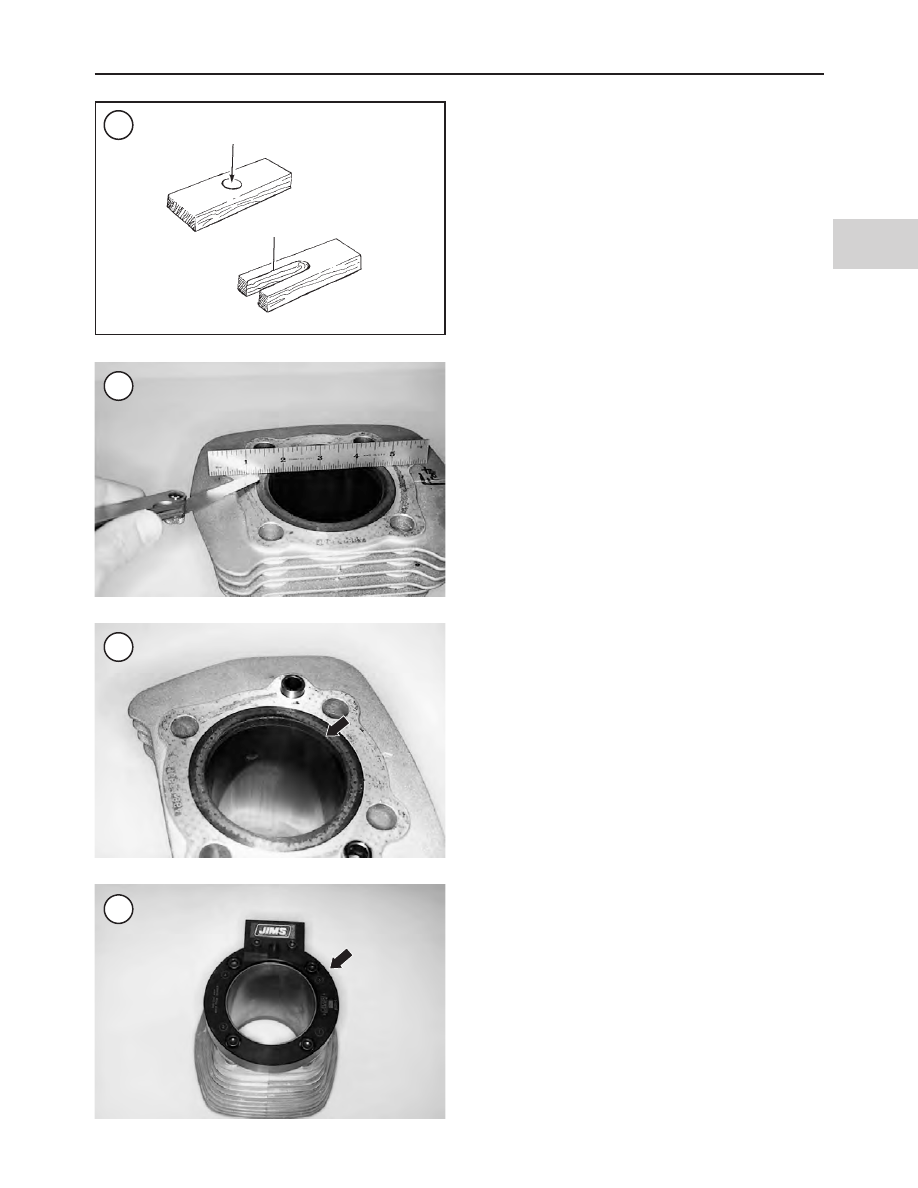
4. Check the top (Figure 102) and bottom cylinder block
gasket surfaces with a straightedge and feeler gauge. Re-
place the cylinder and piston if the following warp limits
are exceeded:
a. Top cylinder surface: 0.006 in. (0.152 mm).
b. Bottom cylinder surface: 0.008 in. (0.203 mm).
5. Check the cylinder walls (Figure 103) for scuffing,
scratches or other damage.
6. Install the torque plates onto the cylinder (Figure 104)
following the manufacturer’s instruction.
7. Measure the cylinder bore at the points shown in Figure
105. Initial measurement should be made at a distance of
0.500 in. (12.7 mm) below the top of the cylinder. The
0.500 in. (12.7 mm) depth represents the start of the ring
path area; do not take readings that are out of the ring path
area.
8. Measure in two axes—in line with the piston pin and at
90
°
to the pin. If the taper or out-of-round is greater than
specifications (Table 2), rebore the cylinders to the next
oversize and install new pistons and rings. Rebore both cyl-
inders even though only one may be worn.
9. Have a dealer or machine shop confirm all cylinder mea-
surements before ordering replacement parts.
CAUTION
Hot soapy water is the only solution that will
completely clean the cylinder walls. Solvent
and kerosene cannot wash fine grit out of the
cylinder crevices. Residual abrasive grit in
ENGINE TOP END
181
4
101
102
103
104
Drill hole in center
Cut away portion