содержание .. 100 101 102 103 104 105 106 107
Прочие отделочные операции кож
При глянцевании происходит подогрев и размягчение поверхности
искусственной кожи с термопластичным покрытием путем контакта с
подогретыми валками и (или) путем подогрева поверхности инфракрасными
лучами и последующего прохождения между парой валков, состоящей из
полированного (зеркального) охлаждаемого валка и резинового валка (рис.
3.34).
Искусственная кожа с покрытием, полученным на наносном агрегате, в
зависимости от состава покрывной массы и режима работы наносного
агрегата может быть неровной, местами пористой и шероховатой. В случае
необходимости такое
покрытие должно подвергаться глянцеванию для
получения ровной и блестящей поверхности, чтобы после отделки, например,
печатью, получить безупречную поверхность, а также для получения лаковой
искусственной кожи с высоким блеском.
Для тиснения применяется также устройство, приведенное на рис. 3.35.

Мягие искусственной кожи осуществляется как периодическим, так и
непрерывным способом.
Подлежащий отделке материал периодически пропускается через вращающийся
в переменном направлении барабан при одновременном воздействии тепла и
водяного пара. В результате получается накат мереи, который придает
поверхности искусственной кожи кожеподобную поверхность.
Процесс отделки зависит от качества отделочной
пленки (химической структуры применяемых полимеров и физических
свойств), способности к усадке и вида несущей основы (ткань, трикотажное
полотно, нетканый материал), вида соединения, например дублирования с
помощью клеев или прижимного давления валков. Приведенные факторы
являются решающими для создания в мяльной машине эффекта разной
интенсивности и вида. Такой отделке подвергаются в первую очередь
полиуретановые покрытия, реже поливинилхлоридные. При отделке ПВХ-кожи
на форму и вид эффекта мятия оказывает дополнительное влияние свойство
пены.
Наряду с видом покрытия решающим фактором для наката мереи (мятия)
является применяемый отделочный лак. Имеет значение также различие в
процессе мятия кожи с покрытием на основе одно- и двухкомпонентных
полиуретанов. Однокомпонентные полиуретаны представляют собой
отвержденные продукты, поэтому не имеет значения, через какое время
после нанесения покрытия эти материалы подвергаются обработке в мяльной
машине. В противоположность им двухкомпонентные полиуретаны должны
прежде подвергаться отверждению. Поэтому на эти материалы рекомендуется
накатывать мерею в мяльной машине в течение 24 ч после нанесения
покрытия или отделочного лакирования. Если обработка проводится позже,
то уже нельзя получить такой же эффект, который был бы возможен в первые
24 ч.
С целью имитаций текстильного материала, главным образом замши и плюша,
поверхность искусственной кожи подвергают флокированию (покрывают
волокнистой пылью) после предварительного смазывания клеем. Наилучшие
результаты достигаются при нанесении волокнистой пыли в
электростатическом поле.
Испытания такой искусственной кожи показали ограниченную ее устойчивость
при предельных нагрузках, так что флокирование имеет ограниченное
применение.
Имитации кож из шкур зверей получаются путем шлифования блестящего слоя
покрытия. Полимерные покрытия на несущей основе, в основном мягкий ПВХ и
полиуретан, вследствие их высокой прочности относительно плохо
шлифуются, поэтому шлифование осуществляется за несколько проходов.
Тепло, возникающее в процессе шлифования, вызывает липкость покрытия,
которое требует дополнительного шлифования.
Применяющиеся для шлифования машины имеют шлифовальные валки, в
большинстве случаев вращающиеся с большой частотой и покрытые наждачной
бумагой или наждачным полотном, или шлифовальные валки с пемзовым
камнем. Валки со спиральными шлифовальными ножами применяются реже, так
как в месте утолщений в шлифуемом материале вызывают образование дыр.
Искусственная кожа с эффектом металлизации изготовляется путем покрытия
лаковыми растворами, содержащими бронзовый порошок. Однако этот способ
недостаточ-
но эффективен. Новый способ металлизации в высоком
вакууме позволяет производить искусственную кожу с металлической
блестящей поверхностью.
Прежде чем были приняты к производству ’’дышащие” поромерные материалы,
воздухопроницаемость искусственной коже придавали за счет нанесения
перфорации. Однако перфорация была очень грубой, и такая искусственная
кожа не пользовалась спросом. Некоторое значение приобрели
перфорированные искусственные кожи в качестве звукопоглощающего
моющегося обивочного материала для внутренней обивки кабин автомобилей.
Для повышения Экономичности изготовления искусствен-ной кожи и
рационализации транспортировки, а также с целью экономии рабочей силы
можно упростить определенные рабочие процессы за счет сочетания
агрегатов для отделки. Так, для отделки поверхности большинства
искусственных кож применяется так называемая друла-установка (машина для
печати и лакирования). Применяются также комбинированные установки, у
которых несколько печатных валков расположены друг за другом, например
два печатных валка и один валок для лакирования.
В связи с этим представляют интерес устройства, которые могут
дублировать пленку с тканью и покрытием, а также одновременно
осуществлять тиснение. Большое техническое значение имеют кашировальные
агрегаты с устройством для тиснения, которые позволяют, например,
соединять с носителем в одном рабочем процессе две пленки: одну
печатную, а другую прозрачную (транспарентную) и в заключение эа этот же
проход проводить тиснение, или матирование, или придание блеска
поверхности искусственной кожи.
Подобные способы до сих пор применяются для ПВХ-пле-нок, а также для
полиуретановой пленки при изготовлении искусственной кожи, столовой
клеенки, покрытий для пола, стен (см. раздел 2.5).
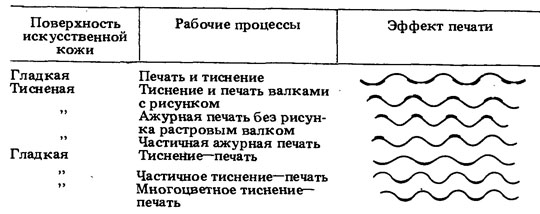
В табл. 3.7 приведены возможные комбинации печати и тиснения.
Возможные комбинации печати и тиснения
содержание .. 100 101 102 103 104 105 106 107