Ford Focus RS (2011 year). Manual - part 108
Body Sheet Metal
Types of steel
Steel body panels are still the most important
materials used in the fabrication of stressed skin
vehicle bodies. In addition to the familiar types of
steel, reinforced high-strength and also
ultra-high-strength special steels are used in
vehicle body construction.
Types of steels are classified by their properties of
strength and elasticity.
• Normal strength steel has a minimum yield
strength of up to about 210 N/mm².
• High strength steels have a minimum yield
strength of about 150 to 600 N/mm².
• Ultra-high-strength steels have a minimum yield
strength of about 400 to 1200 N/mm².
High-strength and ultra-high-strength steels are
mostly installed in safety relevant locations
(structural components). Among others, these are
side members, pillars, roof frames.
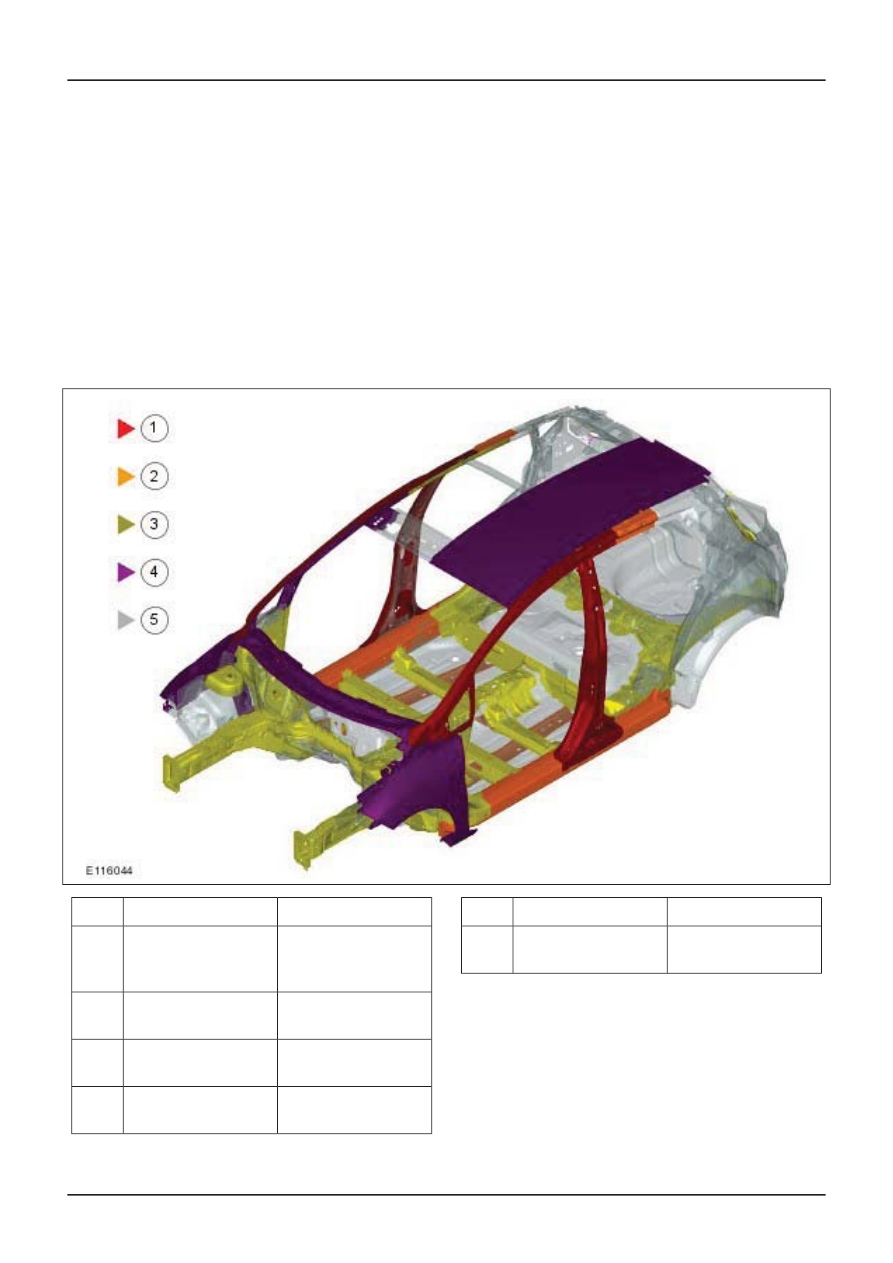
Application range
Used type of steel
Pos.
Impact carriers,
Bumper carriers,
Reinforcements ...
Ultra High Strengh
Steel (UHSS)
1
Frame side
member, ...
Extra High Strengh
Steel (EHSS)
2
Wheel house, ...
Very High Strengh
Steel (VHSS)
3
Roof sticks, ...
High Strengh Steel
(HSS)
4
Application range
Used type of steel
Pos.
Outer Panel, ...
Normal strength
steels
5
Normal strength steels
Normal strength steels are most often used in body
construction. They are relatively soft and are
therefore particularly suitable for the deep drawing
processes used in body manufacturing. As well as
very good reshaping properties, the panels also
have a relatively high rigidity.
G468068en
501-25-
19
Body Repairs - General Information
501-25-
19
DESCRIPTION AND OPERATION