содержание .. 150 151 152 153 154 155 156 157 158 159 ..
Тяговый редуктор тепловоза 2ТЭ10М, 3ТЭ10М
Редуктор предназначен для повышения вращающего момента, передаваемого
колесным парам, обеспечения заданной длительной и конструкционной
скоростей движения тепловоза при соответственно выгодной (высокий к. п.
д.) и максимальной угловых скоростях ТЭД.
Это требование обеспечивается одноступенчатым тяговым редуктором,
который состоит из шестерни, упругого зубчатого колеса и кожуха.
Основные параметры зубчатой передачи тягового редуктора приведены в
табл. 30.
Зубчатая передача редуктора при опорно-осевом подвешивании ТЭД работает
в тяжелых условиях, обусловленных переменными режимами работы и
динамическими нагрузками, перекосом зубчатых колес от деформации оси и
вала якоря, а также перекосом остова ТЭД вследствие зазоров в МОП,
которые в эксплуатации могут достигать 2 мм и более. Вследствие тяжелых
условий работы редуктора зубчатую передачу составляют
самоуста-навливающийся зубчатый венец упругого колеса и ведущая
шестерня, изготавливаемые из легированных сталей.
Шестерня изготовлена из стали 20Х2НЧА. Поверхности зубьев и впадин
шестерен цементированы на глубину 1,6—1,9 мм (после шлифовки) и закалены
до твердости HRC 59; твердость сердцевины зуба и обода HRC 35. Для
повышения изгибной усталостной прочности шестерен исходный профиль
впадин зубьев выполнен с выкружками (протуберанцами) и нешлифо-ван.
Продольных скосов зубья шестерен не имеют, как на прежних жестких
передачах, а влияние перекоса компенсируется самоустанавливающимся
зубчатым венцом упругого колеса. После закалки и шлифовки профиль зуба и
впадин шестерни подвергается магнитной дефектоскопии.
Посадка шестерни производится в нагретом до температуры 170 °С состоянии
на конический (конусность 1:10) хвостовик вала якоря ТЭД с осевым
натягом 1,3—1,45 мм. Перед насадкой шестерни на вал сопрягаемые их
посадочные поверхности проверяют на прилегание по краске (прилегание
должно быть не менее 75 %). Для съема шестерни гидрораспрессовкой на
торце вала ТЭД предусмотрено отверстие с резьбой с выходом на
сопрягаемую посадочную поверхность под установку специального ручного
гидропресса. На валу ТЭД шестерня от сползания с конуса в нагретом
состоянии дополнительно закреплена гайкой с моментом затяжки 500 Н • м и
законтрена отгибочной шайбой.
Зубчатое колесо (рис. 199) имеет зубчатый венец 4, который через упругие
элементы 23 и 24 (по восемь каждого) посредством тарелок 17, призонных
втулок 2, болтов 9 и гаек 1 соединен со ступицей 18 и жестко сцентрован
через ролики 8 по сферической поверхности ступицы. Момент затяжки болтов
крепления тарелок к ступице 80—90 Н • м. Собранное зубчатое колесо через
ступицу насажено на ось колесной пары с натягом 0,16—0,22 мм.
Зубчатый венец изготовлен из стали 45ХН с поверхностной закалкой токами
высокой частоты по рабочим поверхностям зуба (секторная) с последующим
отпуском и обязательным упрочнением впадин накатыванием роликами без
последующего их шлифования. Качественные показатели упрочнения зубьев
венца следующие: толщина закаленного слоя после шлифовки
4±1 мм; твердость закаленной поверхности HRC
51,5±3; твердость сердцевины зуба не менее НВ 255; твердость накатанной
поверхности впадины и переходной зоны от закаленного слоя выше исходной
на 10 %. Окончательно готовый венец подвергается магнитной
дефектоскопии.
Упругие элементы для получения нелинейной характеристики тангенциальной
жесткости зубчатого колеса выполнены разной жесткости — двух типов.
Восемь элементов 24 (малой жесткости) имеют жесткость (1250— 1350) 103
Н/м и установлены в отверстия (диаметром 70 мм) тарелок и зубчатого
венца по скользящей посадке. Они состоят из пальца 20, на наружную
профильную поверхность которого насажены резиновые амортизаторы 21 и 22,
предварительно вставленные в металлические втулки 3,5 и 6. Втулки 3 и 6
выполнены с ограничительными буртами, препятствующими одностороннему
свободному осевому перемещению по ним венца. Поэтому на каждой стороне
зубчатого венца установлено по четыре сформированных упругих элемента
24. Упругие элементы в тарелках и венце закреплены стопорными пружинными
кольцами 19.
Таблица 30

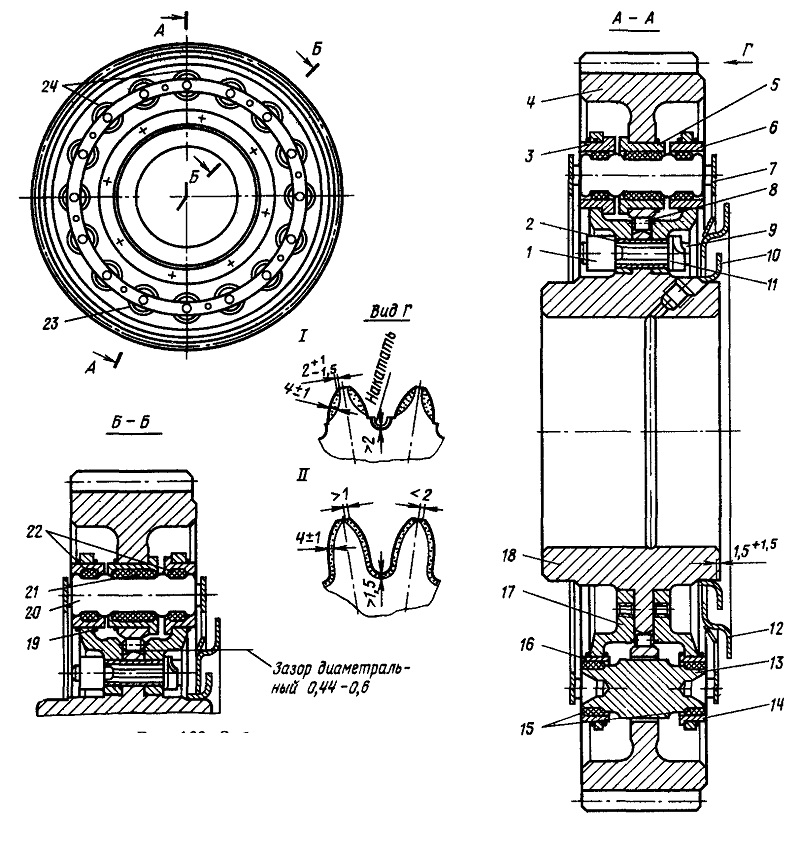
Рис 199. Зубчатое колесо:
1 — гайка, 2— призонные втулки, 3, 5, 6, 14, 16—втулки, 4 — зубчатый
венец, 7 — ограничительное кольцо, 8 — ролик, 9 — болт, 10 —
отражательное кольцо, 11 — шайба, 12 — полукольцо, 13, 20 — пальцы, 15,
21, 22 — амортизаторы, 17 — тарелка; 18 — ступица, 19—пружинное кольцо,
23, 24 — упругие элементы, I — секторная закалка зубьев ТВЧ, II —
контурная закалка зубьев ТВЧ
Восемь упругих элементов 23 имеют большую
жесткость, равную (4500— 5000) 1000Н/м. Они установлены в отверстия
тарелок по скользящей посадке, а в отверстия венца — с радиальным
зазором 4 мм. Упругий элемент 23 также представляет собой профильный
палец 13, на концы которого напрессованы резиновые амортизаторы 15,
предварительно вставленные в металлические втулки 14 и 16. Для
предотвращения сползания втулка 14 имеет ограничительный бурт и
проточку, а втулка 16— две проточки под установку стопорных пружинных
колец 19. Необрезиненная поверхность пальца выполнена бочкообразной
(радиусом 270 мм)
Все резиновые амортизаторы упругих элементов изготовлены из
масло-бензостойкой резины марки В14 по ТУ 38-005.295-77 с твердостью
70—80 условных единиц. Формирование упругих элементов производится
способом запрессовки резиновых амортизаторов в металлическую арматуру,
при этом посадочные поверхности предварительно смазывают смесью из 30 %
касторового масла и 70 % этилового спирта. Сформированные упругие
элементы для стабилизации сцепления резины с металлом выдерживают в
течение 10 суток при температуре 15—30 °С без нагружения и доступа
света.
При сборке упругого зубчатого колеса между венцом и ступицей
устанавливают без сепаратора 90 роликов 8 размером 15 Х25 мм, которые
обеспечивают относительное поворачивание венца и ступицы через тело
качения, жесткую их центровку и разгрузку упругих элементов от
радиальных усилий в зубчатом зацеплении тяговой передачи. Для
возможности самоуста-новки зубчатого венца поверхность ступицы под
ролики выполнена радиусом 300 мм и упругие элементы сформированы с
зазором до 5 мм между ограничительными буртами втулок. Поверхности венца
и ступицы под роликами термообработаны до твердости HRC 48. Полость
размещения роликов заполнена пластичной смазкой. Для предотвращения
выпадания пальцев 20 и 13 с наружных сторон тарелок приклепаны
ограничительные кольца 7. Тарелки, втулки и пальцы изготовлены из стали
45 или 38ХС и термообработаны до твердости НВ 255—302 для повышения
износостойкости гнезд под упругие элементы
Передача вращающего момента зубчатым колесом, имеющим упругие элементы
разной жесткости двух типов, осуществляется как бы в два этапа: сначала
при малом вращающем моменте в работу вступают упругие элементы 24 с
меньшей жесткостью, а затем с увеличением вращающего момента (при
трогании) венец поворачивается и при угле поворота примерно 1 ° вступают
в работу более жесткие элементы 23 Таким образом обеспечивается
требуемая нелинейная характеристика тангенциальной жесткости упругого
зубчатого колеса
Для осмотра состояния деталей упругого зубчатого колеса при ремонтах, а
также для замены упругих элементов предусмотрена возможность полной его
разборки без расформирования колесной пары Разборка производится в
сторону противоположного колесного центра. Применение в тяговом
редукторе упругого зубчатого колеса позволило снизить на 40—50 %
динамические нагрузки, возникающие в зацеплении при движении тепловоза,
и за счет этого снизить повреждаемость тяговых двигателей, кожухов, а
также примерно в 2 раза повысить долговечность шестерен и зубчатых
колес.
Для создания масляной ванны и предохранения зубчатых колес и шестерен от
песка, пыли и других абразивных материалов тяговые зубчатые передачи
закрыты кожухом.
содержание .. 150 151 152 153 154 155 156 157 158 159 ..