Index Dacia Dacia SuperNova (engine E7J) - service and repair manual 2004 year
Search
Content .. 82 83 84 85 ..
Dacia SuperNova (engine E7J). Service manual - part 84
40
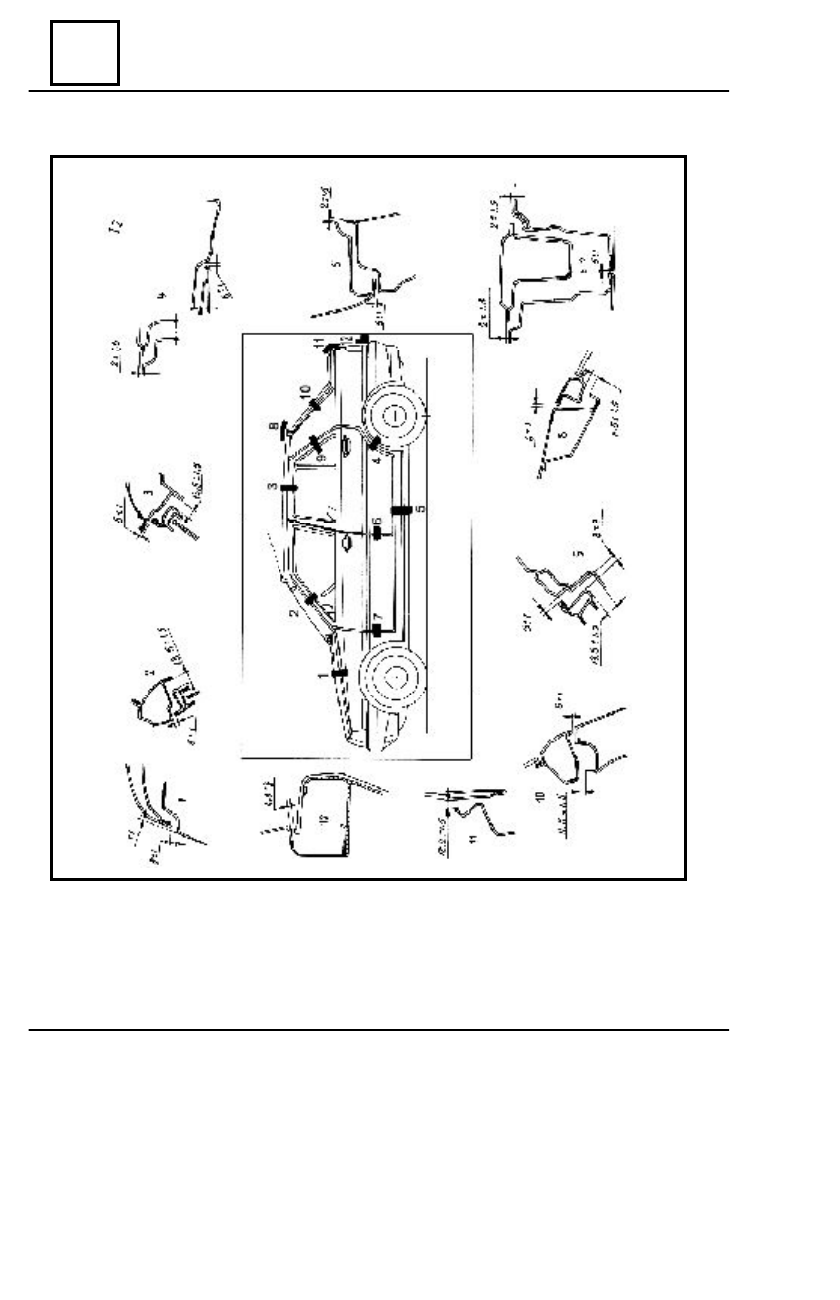
GENERAL
40 - 4
OPENINGS CLEARANCE