Ford Mondeo (petrol engines). Manual - part 88
(see illustration). Next, install the upper side
rail in the same manner.
8 After the three oil ring components have
been installed, check that both the upper and
lower side rails can be turned smoothly in the
ring groove.
9 The second compression (middle) ring is
installed next, followed by the top
compression ring - ensure their marks are
uppermost, and be careful not to confuse
them. Don’t expand either ring any more than
necessary to slide it over the top of the piston.
10 With all the rings in position, space the
ring gaps (including the elements of the oil
control ring) uniformly around the piston at
120° intervals. Repeat the procedure for the
remaining pistons and rings.
1 Crankshaft refitting is the first major step in
engine reassembly. It is assumed at this point
that the cylinder block/crankcase and
crankshaft have been cleaned, inspected and
repaired or reconditioned as necessary.
Position the engine upside-down.
2 Remove the main bearing cap bolts, and lift
out the caps. Lay the caps out in the proper
order, to ensure correct installation.
3 If they’re still in place, remove the old
bearing shells from the block and the main
bearing caps. Wipe the bearing recesses of
the block and caps with a clean, lint-free
cloth. They must be kept spotlessly-clean!
Main bearing running clearance
check
4 Clean the backs of the new main bearing
shells. Fit the shells with an oil groove in each
main bearing location in the block; note the
thrustwashers integral with the No 3 (centre)
main bearing upper shell. Fit the other shell
from each bearing set in the corresponding
main bearing cap. Make sure the tab on each
bearing shell fits into the notch in the block or
cap. Also, the oil holes in the block must line
up with the oil holes in the bearing shell (see
illustration).
Caution: Don’t hammer the shells
into place, and don’t nick or gouge
the bearing faces. No lubrication
should be used at this time.
5 Clean the bearing surfaces of the shells in
the block and the crankshaft main bearing
journals with a clean, lint-free cloth. Check or
clean the oil holes in the crankshaft, as any
dirt here can go only one way - straight
through the new bearings.
6 Once you’re certain the crankshaft is clean,
carefully lay it in position in the main bearings.
Trim several pieces of the appropriate-size
Plastigage (they must be slightly shorter than
the width of the main bearings), and place one
piece on each crankshaft main bearing
journal, parallel with the crankshaft centre-line
(see illustration).
7 Clean the bearing surfaces of the cap
shells, and install the caps in their respective
positions (don’t mix them up) with the arrows
pointing to the timing belt end of the engine.
Don’t disturb the Plastigage (see illustration).
8 Working on one cap at a time, from the
centre main bearing outwards (and ensuring
that each cap is tightened down squarely and
evenly onto the block), tighten the main
bearing cap bolts to the specified torque
wrench setting. Don’t rotate the crankshaft at
any time during this operation!
9 Remove the bolts, and carefully lift off the
main bearing caps. Keep them in order. Don’t
disturb the Plastigage or rotate the
crankshaft. If any of the main bearing caps are
difficult to remove, tap them gently from side-
to-side with a soft-faced mallet to loosen
them.
10 Compare the width of the crushed
Plastigage on each journal with the scale
printed on the Plastigage envelope to obtain
the main bearing running clearance (see
illustration). Check the Specifications to
make sure that the clearance is correct.
11 If the clearance is not as specified, seek
the advice of a Ford dealer or similar engine
reconditioning specialist - if the crankshaft
journals are in good condition (see Sec-
tion 13), it may be possible simply to renew
the shells to achieve the correct clearance. If
this is not possible, the crankshaft must be
reground by a specialist who can supply the
necessary undersized shells. First though,
17 Crankshaft -
refitting and main bearing
running clearance check
2B•20 Engine removal and general engine overhaul procedures
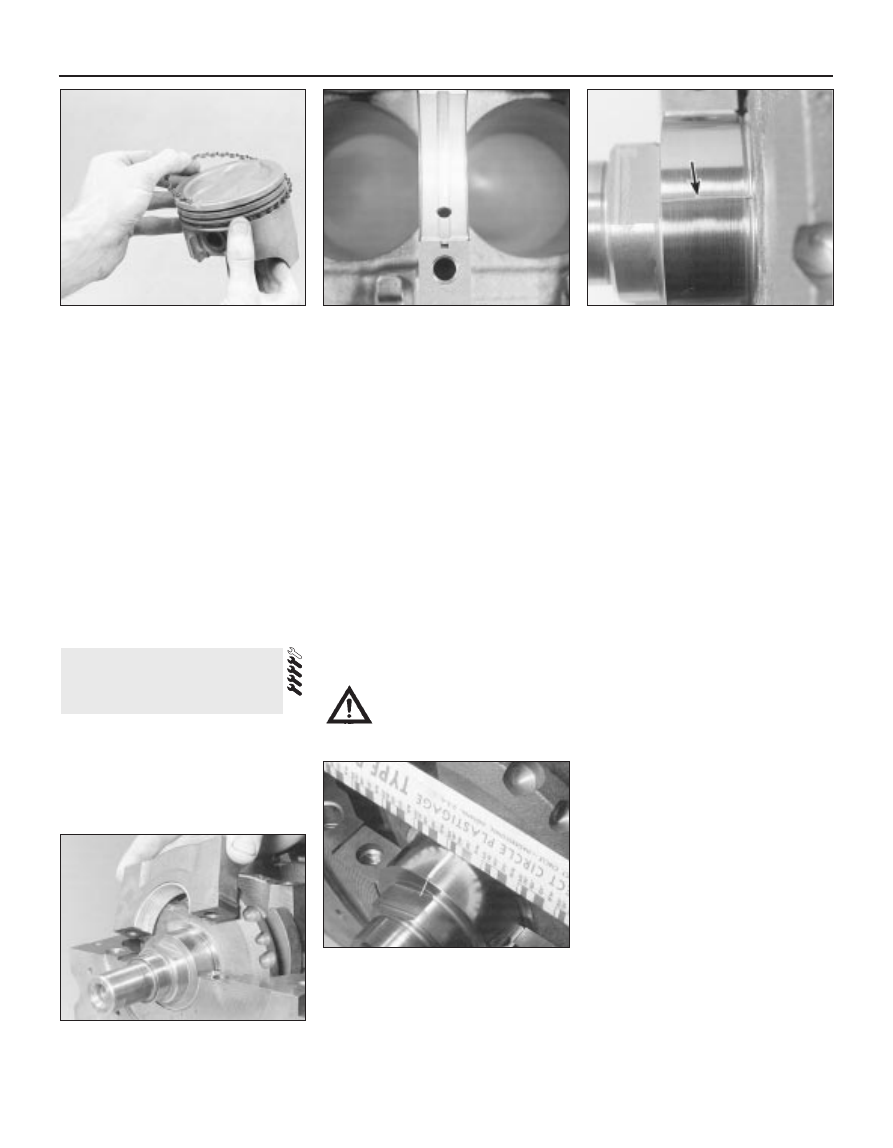
16.7B DO NOT use a piston ring
installation tool when installing the oil ring
side rails
17.4 Tab on each bearing shell must
engage with notch in block or cap, and oil
holes in upper shells must align with block
oilways
17.6 Lay the Plastigage strips (arrowed) on
the main bearing journals, parallel to the
crankshaft centre-line
17.7 Refit the main bearing caps and
tighten the bolts as specified
17.10 Compare the width of the crushed
Plastigage to the scale on the envelope to
determine the main bearing oil clearance
(always take the measurement at the
widest point of the Plastigage). Be sure to
use the correct scale; Imperial and metric
scales are included