Ford Focus RS (2011 year). Manual - part 137
During sanding, material is mechanically removed
from a surface.
In the paint shop, carborundum or silicon carbide
abrasive on a substrate of paper or cloth are the
most common sanding materials used.
Carborundum is a very hard mineral consisting
mostly of aluminum oxide. During use carborundum
becomes blunt and wears away.
Silicon carbide has a very high degree of hardness,
but is more brittle than carborundum. When silicon
carbide is used, the mineral grains break. New long
and pointed profiles are formed.
Use of the correct sanding paper depends on the
application, the substrates and the tools used. The
following table can be used as a guideline, but the
recommendations of the supplier of the auxiliary
materials and additive materials must be followed.
Sanding system
Grade
Working area
Application
Orbital sander, dry
to P150
Equalizing paint system
transition
Body work, corrosion
damage
Hand sanding, dry
Orbital sander, dry
P80 - P150
Rough sand
Stopper
Orbital sander, dry
P240 - P320
Fine sand
Hand sanding, dry
Orbital sander, dry
P120 - P180
Rough sand
Spray stopper
Orbital sander, dry
P240 - P320
Fine sand
Hand sanding, dry
Orbital sander, dry
P400 - P500
Filler fine sand
Filler sanding work
Hand sand, wet
P800 - P1200
Orbital sand, dry
P400 - P500
Old paint
Top coat
Hand sand, wet
P800 - P1200
Hand sand, wet
P1000 - P2000
Touch-up paint surfaces
Hand sand, wet
P2000 - P3000
Sanding out faults
Paint damage
Soft Pads are recommended for manual refinishing
of contours, curves and difficult to reach areas. On
a Soft Pad the abrasive is found on a coarse
structured fleece. Because of this, it is very flexible,
does not kink and does not slip in the hand. This
enables a fine and even finish to be achieved.
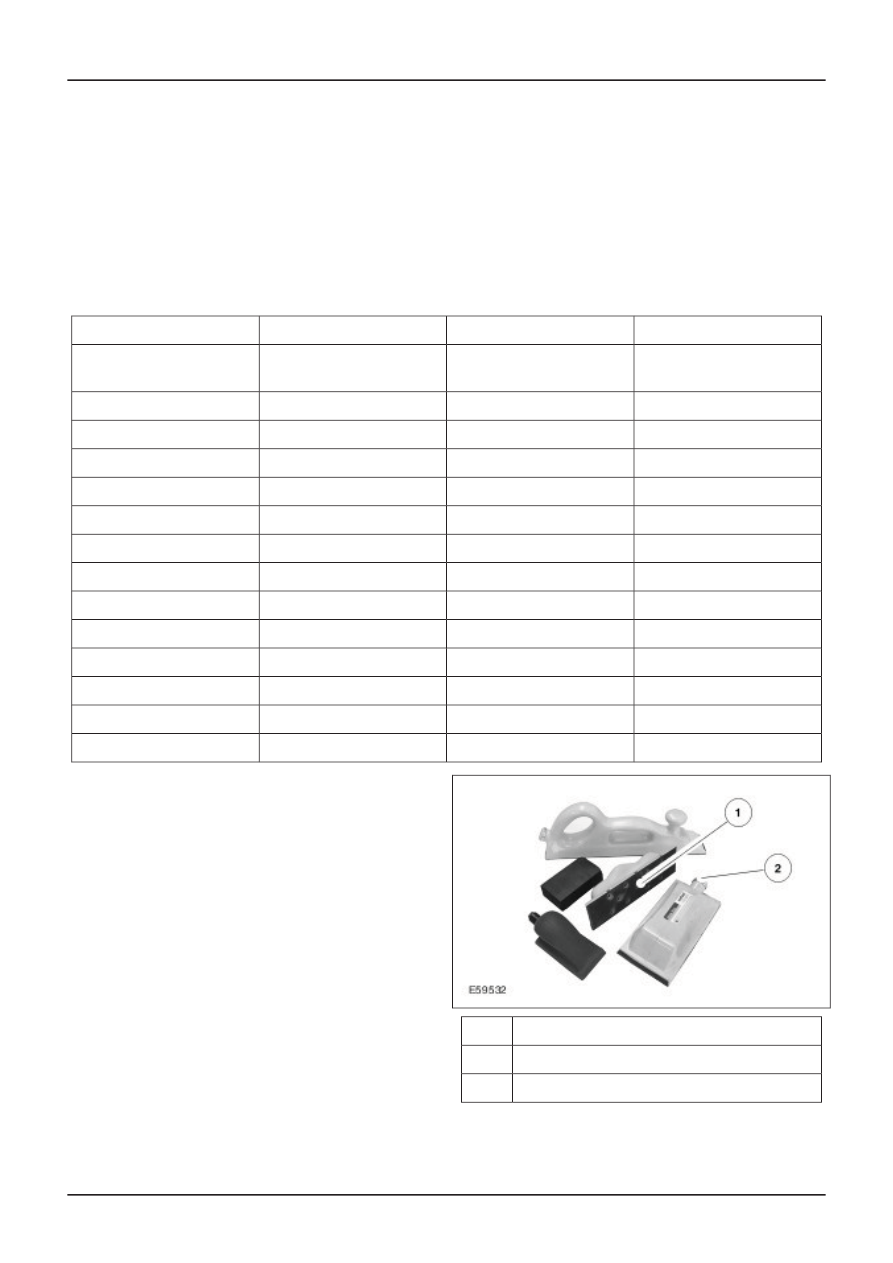
Description
Item
Extraction bores
1
Connection for extraction equipment
2
Notes on working with sanding tools:
G468095en
501-36-
32
Paint - General Information
501-36-
32
DESCRIPTION AND OPERATION