Ford Focus RS (2011 year). Manual - part 127
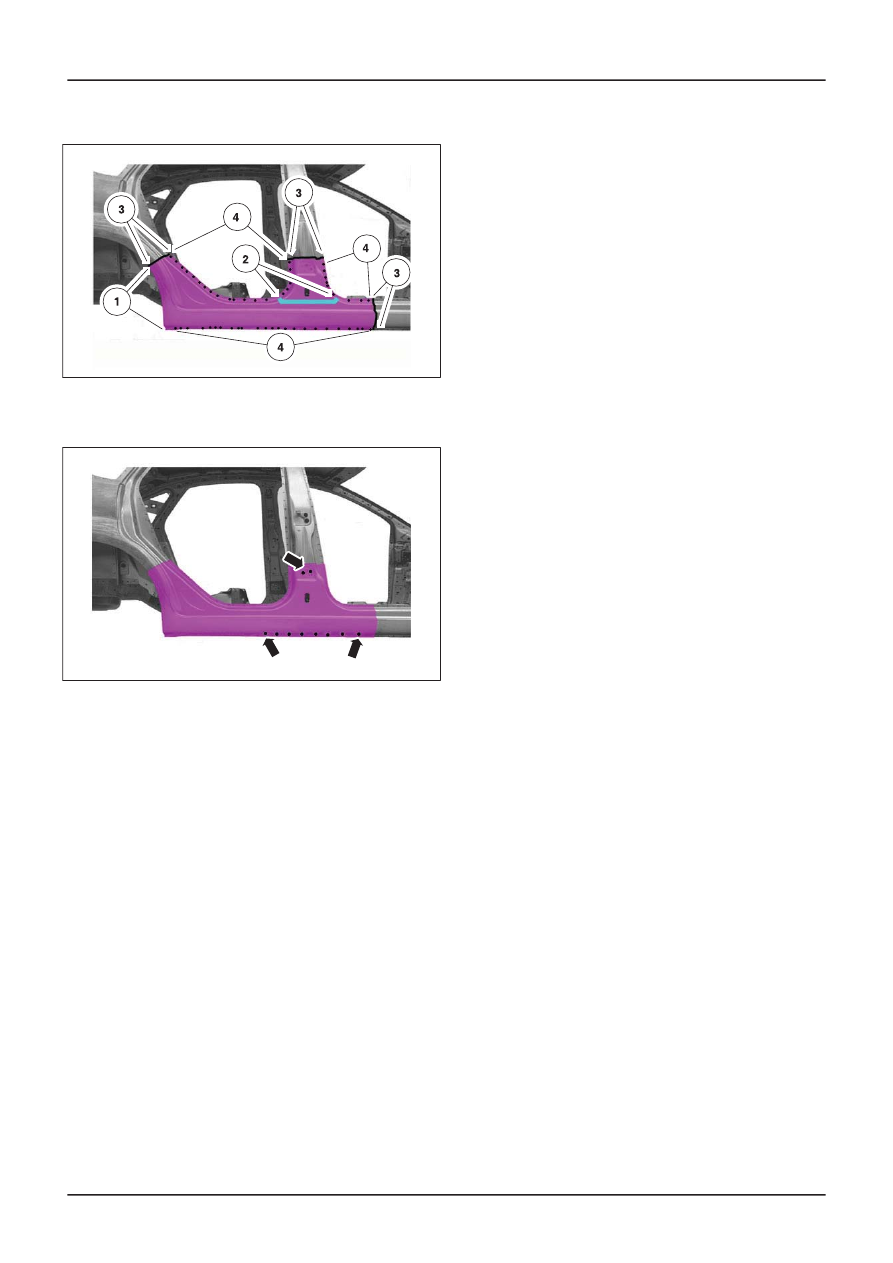
4. Resistance spot weld.
E55359
3. Rocker panel
• Puddle weld.
E55360
G371075en
501-29-
5
Side Panel Sheet Metal Repairs
501-29-
5
REMOVAL AND INSTALLATION
|
|
|
4. Resistance spot weld. E55359 3. Rocker panel • Puddle weld. E55360 G371075en 501-29- 5 Side Panel Sheet Metal Repairs 501-29- 5 REMOVAL AND INSTALLATION |