Ford Focus RS (2011 year). Manual - part 113
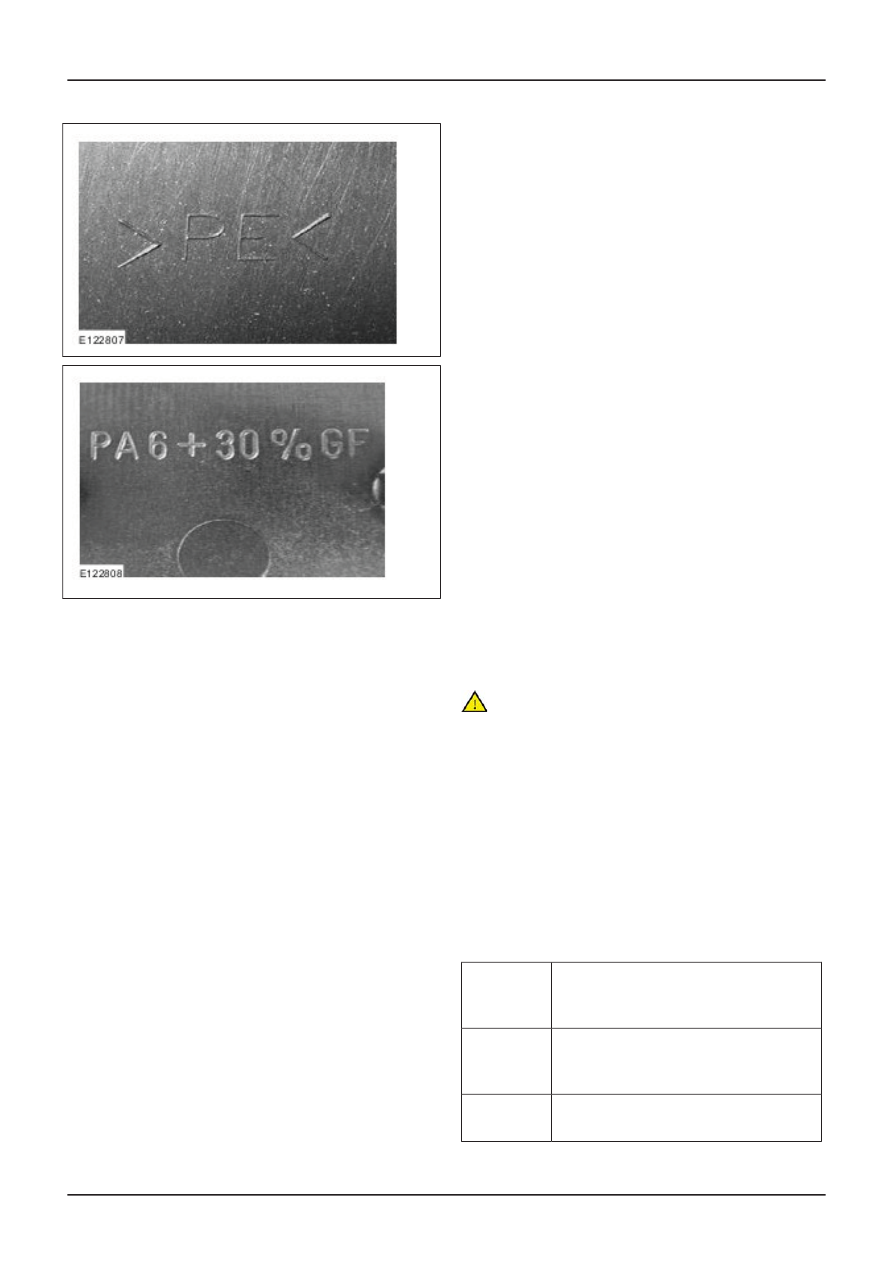
NOTE: The identification of the type of plastic is
necessary for the plastic welding process in order
to determine the correct welding rod (welding
material) to use.
If an identifier is missing or cannot be made out,
the following easy to perform tests will help:
Visual Inspection
Visual inspections mainly serve to identify PUR
and GRP materials. Thermoplastic components
are often painted and are therefore difficult to
identify.
Identification characteristics:
• When PUR cracks or similar damage occurs,
pores of foam can be seen.
• GRP can be recognized by the glass fiber
structure on the inside.
Mechanical test:
The plastic group can be determined by a sound
test:
• Degree of hardness - the higher-pitched the
sound, the harder the plastic.
• Elasticity - the more muffled the sound, the
higher the elasticity of the plastic.
Sanding test
In this a place is chosen which will not be visible
later, and the finger belt sander is used to sand the
plastic.
The plastic group can be determined using the
pattern of the dust:
• Thermosets produce a white dust.
• Thermoplastics smear and do not produce dust.
Float test in water:
Take a small piece of plastic from the component
to be repaired and test whether it floats on water
(PP-EPDM, HD-PE, PP) or sinks (PVC/U, PVC/P,
ABC, PC).
Nature of the surface
The surface of plastics can be categorized as rigid
(PVC-U, PVC-P) and waxy (PP/EPDM, HD/PE,
PP).
Adherence test using welding rod
Heat a welding rod that is identified with the type
of material and the plastic component using the
hot air gun. Press the welding rod onto the plastic
component to be welded. When the welding rod
cools down, if it remains stuck to the component
or can only be removed with great difficulty, then
it can be assumed that the two are made of the
same plastic. When pulling away from PP/EPDM,
HD/PE and PP, this can lead to strings.
CAUTION: Danger of poisoning! When
burned, most plastics release vapors
harmful to health. Ventilate the room well
and use respiratory protection. Where
possible work using an extraction system.
Burning test
Every plastic has a characteristic behavior and
smell when burned. Using a knife, cut off a small
piece from the component to be repaired, remove
any dirt and paint residues and set light to the small
chip. Now observe the burning behavior. Compare
the color, type and smell of the smoke with the
results from the following table.
Plastic recognition using a
burning test
Short
descrip-
tion
Blackish smoke, the material drips
like a candle when burning and
smells like wax.
ABS
No smoke, draws filaments, smells
like burnt horn.
PA
G506663en
501-25-
59
Body Repairs - General Information
501-25-
59
DESCRIPTION AND OPERATION