содержание .. 10 11 12 13 14 15 16 17 18 19 20 ..
Сварочные выпрямители
Сварочные преобразователи в последние годы были потеснены более
совершенными устройствами – сварочными выпрямителями. Эти приборы
преобразуют переменный ток в постоянный и применяются в качестве
источника питания сварочной дуги. Они комплектуются понижающим
трансформатором с регулирующим ток устройством, выпрямительным блоком с
полупроводниковыми вентилями и вентилятором для охлаждения. Как правило,
для выпрямителей применяют селеновые и кремниевые вентили. В некоторых
случаях такое устройство оснащают дросселем, который подключают в цепь
постоянного тока, чтобы получить падающую внешнюю характеристику.
Существуют две типовые схемы
выпрямления (рис. 23):
однофазная мостовая схема двухполупериодного выпрямления;
трехфазная мостовая схема.

Рис. 23. Электрическая схема сварочиоrо
выпрямителя: а - однофазная мостовая; б -
трехфазная мостовая; 1–6 – полупроводниковые вентили
Чаще всего используется трехфазная мостовая схема, поскольку она
обладает рядом преимуществ, в частности обеспечивает меньшие колебания
напряжения, оптимизирует применения трансформатора и равномерно
загружает трехфазную сеть.
Полупроводниковые вентили пропускают ток лишь в одном направлении и
преобразуют переменный ток в пульсирующий постоянный. Материалом для них
служат кремний, германий и селен, причем последний предпочтительнее.
Селеновый вентиль (рис. 24) представляет собой тонкое металлическое
основание с нанесенным на него слоем кристаллического селена, на котором
находится электрод из специального сплава. Между селеном и электродом
образуется тонкий запирающий слой из селенистого кадмия, который и
выполняет выпрямляющие функции.
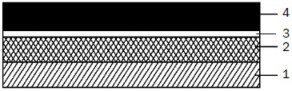
Рис. 24. Полупроводниковый вентиль: 1 –
основание; 2 – селен; 3 – селенистый кадмий; 4 – электрод
Селеновые вентили используют для выпрямителей с падающей и жесткой внешней характеристикой, кремниевые – в основном в устройствах с падающей внешней характеристикой. Поскольку кремниевые вентили нуждаются в активном охлаждении, с этой целью в выпрямитель вставляют вентилятор. Технические параметры выпрямителей разных типов представлены в табл. 14.
Таблица 14. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ НЕКОТОРЫХ
СВАРОЧНЫХ ВЫПРЯМИТЕЛЕЙ
РАЗЛИЧНЫХ ТИПОВ

Выпрямители бывают как одно-, так и многопостовыми. Поскольку каждый отдельный пост должен работать независимо от других, источник питания имеет жесткую
внешнюю характеристику. Хорошо показали себя многопостовые выпрямители серий ВКСМ и ВДМ. Параметры одного из них представлены в табл. 15.
Таблица 15. ТЕХНИЧЕСКИЕ
ХАРАКТЕРИСТИКИ МНОГОПОСТОВОГО ВЫПРЯМИТЕЛЯ ВДМ-1201

Самые современные и конструктивно
сложные источники сварочного тока – это сварочные инверторы (рис. 25).
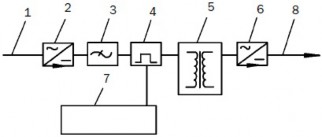
Рис. 25. Принципиальная схема
сварочного инвертора: 1 – питающая сеть; 2 – сетевой выпрямитель; 3 – сетевой фильтр; 4 – преобразователь частоты; 5 – сварочный трансформатор; 6 – силовой выпрямитель; 7 – блок управления; 8 – сварочная дуга
Если сравнивать его устройство с классическими преобразователями, оно гораздо сложнее. Прежде всего у инвертора нет силового трансформатора. Его работа основана на принципе инверсии (фазового сдвига) напряжения, для реализации которого прибор оснащен электронной микропроцессорной схемой с покаскадным
усилением тока. Это позволяет расширить спектр внешних (вольт-амперных) характеристик – от крутопадающей до возрастающей, при этом отклонения тока доведены до уровня десятых долей процента, т. е. практически отсутствуют, благодаря чему качество сварки значительно улучшилось.
Инвертор работает на больших токах, высоких частотах и напряжениях, причем входное напряжение проходит два этапа преобразования: во-первых, переменное напряжение сети 220 В преобразуется в постоянное, во-вторых, постоянное трансформируется в высокочастотное переменное (частота достигает 200 кГц, что позволило уменьшить вес и габариты инвертора), которое опять выпрямляется и доставляется в сварочную дугу. Для преобразования и регулирования электрической энергии предусмотрен широтно-импульсный модулятор, основой которого являются либо биполярный транзистор с изолированным затвором (модуль
IGBT), либо полевой транзистор на основе перехода «металл – оксид – полупроводник» (модуль MOSFET). Работу всей электроники, контроль параметров, обратную связь с дугой координирует микропроцессор.
Наличие высокочастотного генератора дает возможность применять инвертор для любого способа дуговой сварки и плазменной резки.
Разумеется, сложная и дорогостоящая электроника, установленная на инвертор и нуждающаяся в специальных условиях охлаждения, увеличивает стоимость данного источника питания, но достоинства, которыми обладает такой аппарат, и перспективы, открывающиеся благодаря его применению, делают его выгодным приобретением. Ниже перечислены основные преимущества инвертора:
по сравнению с трансформаторами и выпрямителями инвертор потребляет примерно в 2 раза меньше электроэнергии, а в режиме холостого хода – приблизительно в 10
раз (это возможно за счет того, что нет внутренних индуктивных потерь). Поэтому он может работать от бытовой электросети и генератора;
КПД инвертора составляет более 90 %, т. е. коэффициент мощности cos φ = 1, благодаря чему вся энергия, которую потребляет аппарат, идет на возбуждение и поддержание горения сварочной дуги;
постоянный ток, который дает инвертор, имеет такие внешние характеристики, которые являются идеальными для сварки, тем более что их можно подстроить под каждый вид сварки плавлением (под ручную дуговую, аргонно- дуговую, полуавтоматическую) и тип сварного соединения;
инвертор, обладающий плавной регулировкой тока с точностью до 10–15 А, позволяет варить все металлы (углеродистые и легированные стали, чугун, цветные металлы) и электродом любой марки, в том числе и диаметром 1,6 мм;
инвертор экономно расходует не только энергию, но и электроды, поскольку разбрызгивание электродного металла довольно незначительное;
благодаря микропроцессорному управлению инвертор постоянно отслеживает ситуацию на дуге и, опережая сварщика, вносит необходимые коррективы, например отключает напряжение на дуге через 0,5 секунды после короткого замыкания, поэтому электрод не прилипает, а аппарат не перегревается; при незначительных локальных коротких замыканиях инвертор вырабатывает серию коротких мощных импульсов тока, разрушающих перемычки жидкого металла, что имеет большое значение при сварке короткой дугой;
высокочастотная составляющая обеспечивает высокое качество сварного шва, поскольку осуществляются обжатие и стабилизация сварочной дуги, а также предупреждается возникновение магнитного дутья;
данный источник питания весит в 5-10 раз меньше (10–12 кг), чем обычные сварочные аппараты такой же мощности. Инвертор снабжен ремнем, поэтому его можно повесить на плечо и работать на любом участке (при сварке особо ответственных конструкций из разных материалов, труб и сварных соединений, когда из-за условий работы нельзя подвести громоздкое промышленное оборудование).
При эксплуатации инвертора необходимо иметь представление о некоторых особенностях, в частности:
надо четко различать условия производства и обычные бытовые и не пытаться применять инвертор для работ, на которые он не рассчитан, например перерезать рельсы, – модуль IGBT просто выйдет из строя (это самая дорогая деталь аппарата);
исключается небрежное обращение с инвертором и его эксплуатация при наличии явных неисправностей;
инвертор нуждается в защите от
проникновения пыли, поэтому следует обеспечить ему хорошие условия содержания и хранения;
не стоит доверять такого рода технику некомпетентным людям.
содержание .. 10 11 12 13 14 15 16 17 18 19 20 ..