содержание .. 100 101 102 103 104 105 106 107 108 109 ..
4.1.3.3. ОБРАБОТКА ОТДЕЛЬНЫХ ДЕТАЛЕЙ И УЗЛОВ
ИЗДЕЛИИ КОСТЮМНОЙ ГРУППЫ
В состав КМЛ входит оборудование, которое позволяет изготовлять изделия
костюмной группы различной сложности. Обработку изделий на линии
производят по узлам (деталям) в заготовительной, монтажной и отделочной
секциях. Ниже представлены особенности обработки отдельных деталей и
узлов без соблюдения последовательности их обработки.
Обработка полочек пиджака I вариант
Полочку пиджака 1 (рис. 4.11, а) дублируют на
прессе (см. поз. 11, табл. 4.2) с клеевой прокладкой 2 по всей
поверхности до припуска на подгиб низа. Припуск на подгиб низа пиджака
дублируют тесьмой 3, подаваемой из рулона, с последующим его
заутюживанием.
Дополнительная прокладка 5 изготовлена из полушерстяной бортовой
прокладочной ткани. Прокладка 6 в область плеча из иглопробивного
нетканого полотна из нитроновых, капроновых и вискозных волокон с
клеевым покрытием или без него
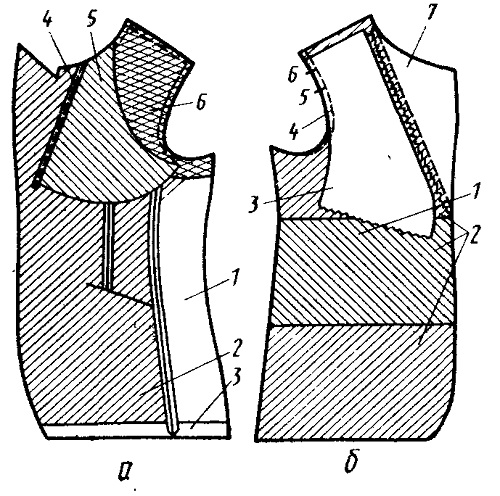
4.11. Сборка полочки пиджака с прокладками
Обработка полочек пиджака II вариант
Полочку пиджака 1 (рис. 4.11, б) дублируют
многозональной прокладкой 2. Накладка 3 изготовлена из нетканого
иглопробивного полотна.
Лацкан 7 пиджака дублируют прокладкой из трикотажного полотна с уточной
нитью или хлопчатобумажной ткани. Срез прокладки лацкана, вырезанный
зубчиками, должен заходить за срез многозональной прокладки на 20—25 мм.
Тесьму 4 по проймам полочек настрачивают, начиная от плечевого среза на
машине челночного стежка с отклоняющейся иглой (см. поз. 22, табл. 4.2).
С целью ликвидации стянутости проймы выполняют надсечки 5 и б на
расстоянии 60 и 80 мм от плечевого среза.
Примечание. II вариант обработки полочки по сравнению с I вариантом
позволяет повысить производительность труда при обработке данного узла в
два раза и значительно улучшить качество его обработки.
На рис. 4.12 представлено рабочее место для выполнения данной операции.
Рабочее место (рис. 4.12) для выполнения
операции «настрачивание тесьмы по пройме полочки». Рабочее место имеет
специальную крышку 2, установленную на однотумбовом станке (промстоле).
К крышке 2 прикреплены приставки 10 и 4. На крышке 2 стола закреплена
стойка 1 для техдокументации. На головке машины зафиксирован кронштейн с
катушкой 12 с тесьмой. Тесьма через трубку-направитель 13 и узел
натяжения 3 подается под специальную лапку 9. Кроме того, на головке
машины установлен нож 11 с пневмоприводом для обрезки тесьмы.
На платформе машины имеется ограничительная линейка 5, под крышкой стола
(станка) — узел включения ножа 8 и педаль включения ножа 7, а также узел
6 подготовки воздуха.

4.12. Рабочее место для выполнения операции «настрачивание тесьмы по пройме полочки»
содержание .. 100 101 102 103 104 105 106 107 108 109 ..