содержание .. 140 141 142 143 144 145 146 147 148 149 ..
РЕССОРНОЕ ПОДВЕШИВАНИЕ ТЕПЛОВОЗА ТЭП60
Нагрузка от кузова на раму тележки передается через главные и боковые
опоры кузова, а от рамы тележки к колесным парам — посредством системы
рессор и балансиров.
Система рессор и балансиров, примененных на тележке, обеспечивает
статический прогиб под рабочей нагрузкой, равный 94,3 мм, без учета
осадки резиновых опор кузова и резиновых амортизаторов, входящих в
систему рессорного подвешивания тележки, а также сопротивления
амортизаторов буксовых поводков.
Резиновые пластинчатые амортизаторы 9 (рис. 139), помещенные в опорах
10, приваренных к боковинам рамы тележки, передают нагрузку на листовые
рессоры 12, которые подвесками соединены с балансирами 7. Рессорные
балансиры 7 цилиндрическими опорами 2 опираются на пружины 5,
расположенные по концам буксовых балансиров 1.
Боковина рамы тележки своими концами опирается на пружины 16 буксового
балансира. Статический прогиб концевых пружин 16 от действующей на них
нагрузки равен статическому прогибу листовой рессоры и пружины 5 от
действующей на них нагрузки. Между крайними пружинами и опорной частью
боковины рамы тележки установлены резиновые амортизаторы 14.
Листовая рессора 12 выполнена из полосы сечением 16 X 120 мм типа А по
ГОСТ 7419—55, полосы изготовлены из стали 55С2 или 60С2. Нарезанные
листы рессоры зачищают и проверяют дефектоскопом на отсутствие трещин.
Рессору формируют из листов одной ширины 120+1 или 120_х мм.
Хомут рессоры изготовлен из стали 20. Листы рессоры перед сборкой
смазывают смесью 25% солидола, 25% цилиндрового масла, 50% графита.
На тележку рессоры подбирают с разностью стрел
прогиба под рабочей нагрузкой не более 3 мм.
Характеристика листовой рессоры
Длина в свободном состоянии, мм..........1050
Количество листов, шт......................8
Количество коренных листов, шт..............2
Прогиб под рабочей нагрузкой 9100 кгс, мм . . 39±3
Стрела рессоры в свободном состоянии, мм . . 39±3
Пробная нагрузка, кгс....................15 500
Характеристика пружин

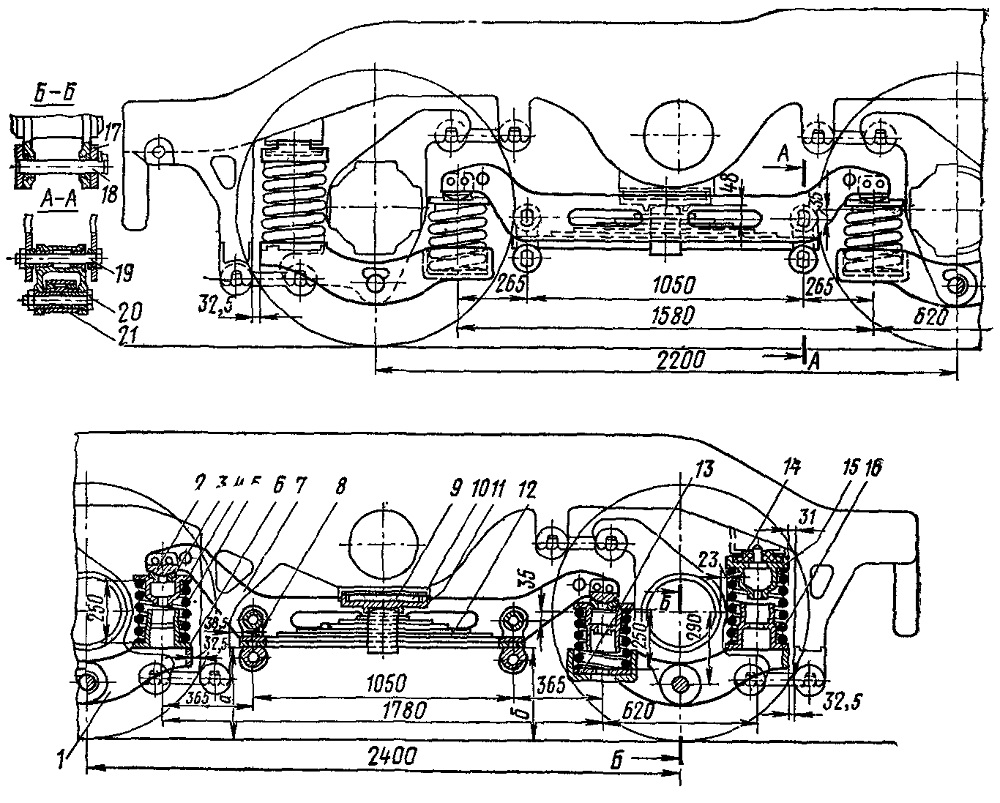
Рис. 139. Рессорное подвешивание:
1 — буксовый балансир; 2 — опора рессорных балансиров; 3 — гнездо опоры
балансира
4 — верхняя опора рессорной пружины; 5, 16 — рессорные пружины; 6 —
нижняя опора рессорной пружины; 7 — рессорный балансир; 8 — подвески
рессорных балансиров; 9 — резиновый надрессорный амортизатор; 10 —
надрессорная опора; 11 — надрессорная подушка; 12 — листовая рессора; 13
— опорная шайба; 14 —резиновый надпружинный амортизатор; 15 —
регулирующая шайба; 17 —стопорная пластина; 18—валик буксового
балансира; 19, 20 — валики рессорного подвешивания; 21 — опора листовой
рессоры
Пружины рессорного подвешивания 5, 16
применяют двух типов вследствие того, что крайние пружины, на которые не
опираются листовые рессоры, должны иметь прогиб под рабочей нагрузкой,
равный суммарному прогибу средних пружин, вместе с прогибом листовой
рессоры.
Пружины отвечают требованиям ГОСТ 1452—53 и изготовлены из стали 55С2
или 60С2. После термической обработки пружины упрочняют путем наклепа
дробью. При изготовлении пружин допускается неперпендикулярность опорных
поверхностей к оси пружины до 4 мм на всей высоте пружины и
непараллельность торцов пружины не более 2 мм на длине 250 мм. На
тележку пружины подбирают с разностью высот под рабочей нагрузкой не
более 3 мм.
Рессорные балансиры 7 изготовлены из стали 35. После вырезки из листа
толщиной 20 мм балансиры отжигают и затем обрабатывают по всему контуру
на станке, при этом припуск на механическую обработку должен быть не
менее 7 мм. Балансиры соединяют попарно опорами балансиров 2 и болтами
М20.
Опоры балансиров, отлитые из стали 25J1II, лежат на камнях,
изготовленных из стали 20. Контактные поверхности опоры и камня имеют
цилиндрическую форму, образованную соответственно радиусами 130 и 160
мм, обе поверхности подвергают цементации на глубину 1,5—2 мм и закалке
на твердость HRC 40-^ 50.
Листовые рессоры соединены с рессорными балансирами через подвески 8,
отлитые из стали 25ЛП, валики 19 и 20 диаметром 50 мм, изготовленные из
стали 45 и закаленные токами высокой частоты на твердость HRC50 4-60 с
глубиной закаленного слоя 2—2,5 мм, и опоры 21.
Втулки рессорного подвешивания, начиная с тепловоза № 0025, изготовляют
металлокерамическими, не требующими смазки. На тепловозах до № 0025
применялись стальные втулки, поэтому в валиках рессорного подвешивания
имелись каналы для смазки рабочих поверхностей солидолом, вводимым через
клапаны в торцах валиков.
Материалом металлокерамических втулок служит железо-графито-медный
порошок следующего состава: железного порошка—96%', графита— 1,5%,
медного порошка — 2,5%. Пористость втулок 18—28%; втулки после
изготовления пропитывают в масле.
Буксовые балансиры 1, отлитые из стали 25ЛП,
соединены шарнирно с осевыми буксами валиком 18, закрепленным на
балансире посредством стопорной пластины 17. Рабочую поверхность валика
диаметром 60 мм подвергают закалке токами высокой частоты на твердость
HRC 50---60. Валик буксового балансира, так Же как и валики рессорного
балансира, после обработки проверяют дефектоскопом на отсутствие трещин.
При сборке рессорного подвешивания все валики смазывают тонким слоем
машинного масла.
В системе рессорного подвешивания предусмотрены опорные шайбы 13 и 15.
Шайба 15 толщиной 10 мм позволяет регулировать положение звеньев
рессорного подвешивания при нахождении тепловоза на прямом
горизонтальном пути, а также регулировать давление от колесных пар на
рельсы в процессе взвешивания тепловоза как до-бавочное средство при
подборе пружин требуемой жесткости. Шайбы при необходимости помещают
сверху или снизу пружин, количество шайб устанавливают при сборке
тепловоза.
Шайба 13, кроме указанных выше назначений, служит как опорная для
стягивания пружины при сборке ненагруженной тележки на стенде, поэтому
отверстие в ней соответствует диаметру проходящего через нее стяжного
болта.
Резиновые амортизаторы, расположенные над листовыми рессорами 12
и над концевыми пружинами, состоят из резиновых пластин толщиной 10 мм,
приклеенных клеем № 88 или привулканизирован-ных к стальным пластинам
толщиной 2 и 5 мм. Резина марки 2959 тип V, гр. МС ТУ38.105.376—72.
Полная высота амортизатора 44 мм.
Расположение элементов собранного рессорного подвешивания проверяют на
прямом горизонтальном пути до и после заводской обкатки тепловозов в
рабочем состоянии, при этом разница в расстояниях а и б с обоих концов
рессор не должна быть больше 15 мм. Одновременно проверяют приближения
балансиров к смежным деталям с занесением полученных величин в
специальный паспорт.
содержание .. 140 141 142 143 144 145 146 147 148 149 ..