содержание .. 189 190 191 192 193 194 195 196 197 198 199 ..
АВТОМАТЫ И ЛИНИИ ДЛЯ ФАСОВКИ КРУПЫ И МУКИ С
ОДНОВРЕМЕННЫМ ИЗГОТОВЛЕНИЕМ ТАРЫ
Линия A5-AЛA/I
Предназначена для изготовления одинарных бумажных пакетов, фасовки в них
крупы стаканчиковыми дозаторами с последующей групповой упаковкой
пакетов в бумагу. Линия А5-АЛА/1 отличается высокой производительностью,
в ней применена система автоматического регулирования и контроля массы
дозы, обеспечивающая высокую точность дозирования с отбраковкой пакетов,
масса дозы продукта в которых имеет отклонение от допустимых значений.
Линия А5-АЛА/1 (рис. 173) состоит из фасовочного автомата А5-АФА/1,
штабелирующего устройства АБ-АЛА/I и автомата А5-АУВ завертки штабеля в
бумагу.
Технологическая схема линии АБ-АЛА/I приведена на рисунке 174. Для
изготовления пакета бумага подается к оправкам при помощи тянущих
валиков с рулона (поз. 1), установленного на рулонодержателе. По пути
движения на нее в соответствующих местах наносятся однокрасочный рисунок
и реквизиты (поз. 2), клей (поз. 3) и отрезается заготовка (поз. 4).
После подачи заготовки на стол пакетоформирующего ротора начинается
изготовление пакета, заключающееся в обтягивании оправки заготовкой
бумаги при движении стола вверх (поз. 5) и образование продольного шва
пакета (поз. 6) при помощи лап. Быстрой заделке продольного шва пакета
способствует прижим, опускающийся на шов (поз. 7).
При повороте пакетоформирующего ротора осуществляется заделка дна пакета
(поз. 8, 9). Прижим дна и продольного шва пакета производится на
следующих позициях при повороте ротора (поз. 10). На позициях 11, 12, 13
осуществляются съем пакета с оправки при помощи рычажного съемника и
воздуха, подводимого внутрь оправки, поворот пакета в двух плоскостях,
передача пакета и досылка его в гнездо транспортной цепи.
Далее при периодическом движении цепи с пакетом выполняются операции по
дозированию продукта в пакет (поз. 14), утряске продукта (поз. 15),
автоматическому взвешиванию пакета с продуктом (поз. 16) и выталкиванию
бракованных по массе дозы пакетов (поз. 17).
При дальнейшем движении пакета производятся выравнивание его по уровню
продукта путем подъема столика до установленного уровня (поз. 18),
складывание верха пакета (поз. 19), обрезка его верха, нанесение зига и
удаление обрезков (поз. 20), а затем образование замка верха пакета
(поз. 21) и нанесение клея на гребешок (поз. 22). Качественное
склеивание пакетов происходит благодаря сопровождающим прижимам (поз.
23) и верхней ленте при движении пакетов на конвейере готовой продукции
(поз. 25), на который пакеты выталкиваются из гнезд попарно механизмом
выталкивания (поз. 24).
Пакеты с конвейера фасовочного автомата двумя потоками через переходный
столик (поз. 26) поступают на ускорительный конвейер, а с него через
приемный стол (поз. 27) пакеты поступают на отсекающий стол (поз. 28)
штабелирующего устройства. Сформированная на нем группа из шести пакетов
толкателем (поз. 29) передвигается на позицию образования штабеля. После
поступления на эту позицию
следующей группы из шести пакетов толкатель (поз.
30) передвигает сформированный штабель на позицию готового штабеля и
толкатель (поз. 31) передвигает штабель в автомат завертки штабеля в
бумагу.
Одновременно с образованием штабеля на автомате завертки штабеля в
бумагу выполняются операции по подаче бумаги с рулонов с одновременным
склеиванием между собой двух слоев бумаги и нанесением на бумагу рисунка
и сменных реквизитов. На лист бумаги, находящийся перед штабелем
пакетов, для последующего склеивания упаковки с помощью
клеераспылительных форсунок наносятся поперечные и продольные полосы
клея (поз. 32). Лист бумаги требуемой длины отрезается с помощью ножа
(поз. 33).
Одновременно с отрезкой бумаги штабель пакетов одним из толкателей (поз.
31а) автомата завертки штабеля в бумагу проталкивается через туннель
упаковки, в котором с помощью неподвижных подгибателей оборачивается с
пяти сторон (поз. 34...37). Шестая сторона упаковки заделывается с
помощью подгибателей (поз. 38, 39). Готовые упаковки (поз. 40) подаются
на выходной рольганг автомата.
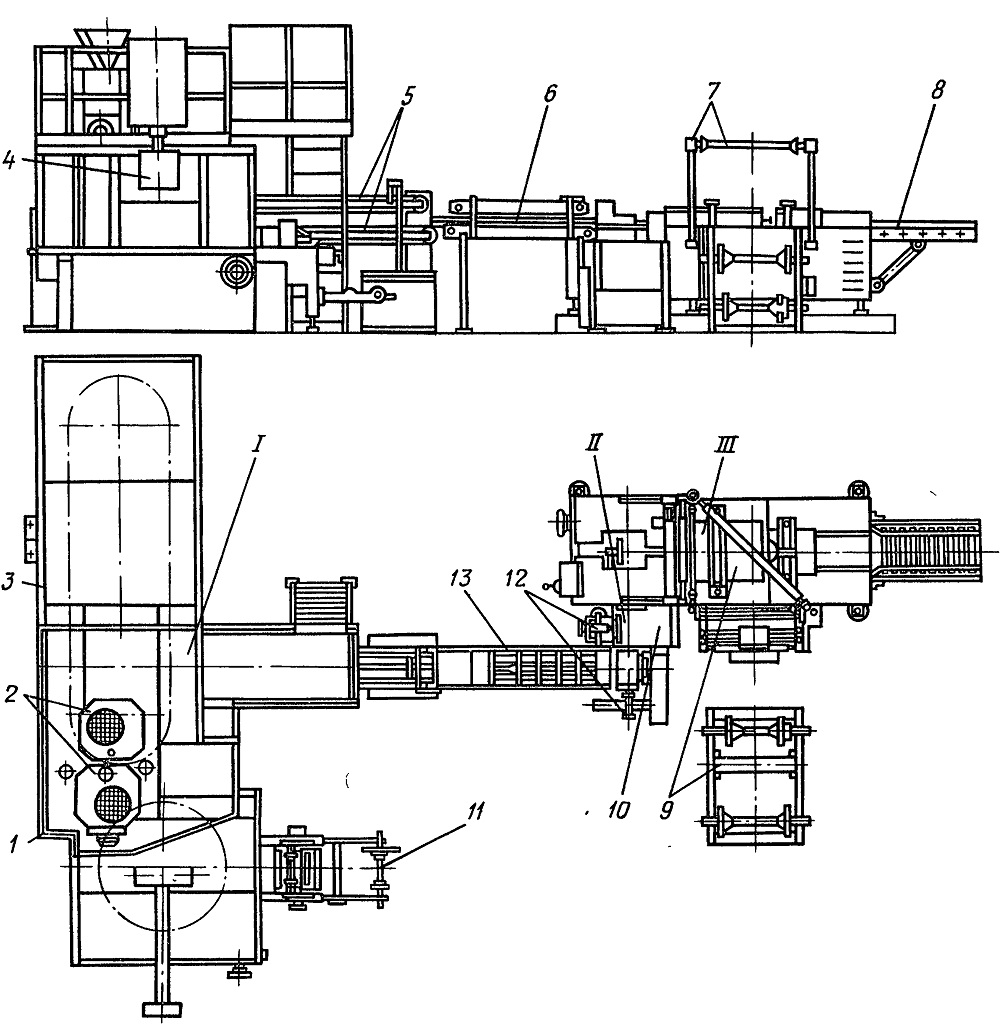
Рис. 173. Линия А5-АЛА/1 для фасовки и упаковки
крупы:
I— фасовочный автомат А5-АФА/1, II — штабелирующее устройство A5-AЛA/I,
III — автомат А5-АУВ завертки штабеля крупы в бумагу, 1 — станина
фасовочного автомата, 2 — дозаторы, 3 — ограждение фасовочного автомата,
4 — пульт управления, 5 — выдающий конвейер фасовочного автомата, 6 —
соединительный конвейер, 7 — система подачи бума! и на завертку штабеля;
8 — конвейер выдачи штабеля, 9 — установка рулона бумаги для завертки
штабеля; 10 — стол; 11—установка рулона бумаги для изготовления пакетов,
12 — толкатели, 13 — конвейер штабелирующего устройства
содержание .. 189 190 191 192 193 194 195 196 197 198 199 ..