содержание .. 140 141 142 143 144 145 146 147 148 149 ..
4.2.3.2. ОБРАБОТКА
ОТДЕЛЬНЫХ ДЕТАЛЕН И УЗЛОВ МУЖСКОГО ПАЛЬТО
Обработка рукавов верха и подкладки мужского пальто
Средине и локтевые срезы рукавов верха н
локтевые срезы подкладки стачивают на машине двухниточного цепного
стежка с нижним и верхним механизмами перемещения материала (см. поз.
17, табл. 4.3). Операция выполняется с применением направителя с
разделительной пластиной, располагаемой между соединяемыми деталями, что
способствует уменьшению их посадки. Направитель вводится и выводится из
рабочей зоны через передаточные звенья нневмоцилиндра. Управление его
работой осуществляется с помощью переключателя, установленного на крышке
промстола в удобном для оператора месте.
Машина оснащена приспособлением для обрезки ниток и дополнительно может
оснащаться тянущим роликом для перемещении материала, расположенным за
иглой, ножом с приводом от пневмоцилиндра для разрезания цепочки ниток
между стачанными деталями, укладчиком готовых изделий, взаимодействие
которых осуществляется с применением системы датчиков, что позволяет
выполнять операцию в полуавтоматическом режиме.
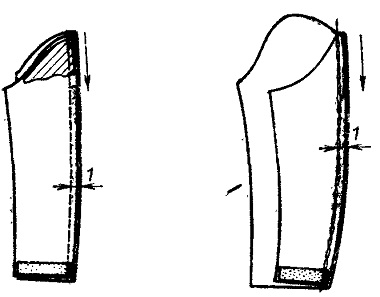
4.51. Стачивание среднего « локтевого срезов рукавов
Стачивание локтевых срезов левого и правого рукавов
верха производят всегда сверху вниз от оката рукава без посадки по
верхней или нижней частям рукава (рис. 4.51). Осно-ровку рукавов верха
по нижним срезам не производят.
Отделочную строчку по среднему шву рукава прокладывают на стачивающей
машине челночного стежка, оснащенной механизмами для закрепления начала
и конца строчек и автоматической обрезки ниток (см. поз. 7, табл. 4.3).
Расстрачивают средний шов рукава иа двухигольной машине (см. поз. 26,
табл. 4.3), в челноки которой заправлены нитки из мононити, что
исключает необходимость их замены при смене цвета изделия.
Предварительное разутюживание среднего шва можно не производить.
Локтевые срезы подкладки стачивают всегда снизу вверх, исключая этим
необходимость ручной осноровки подкладки рукава по нижнему срезу.
Применение беспосадочных машин цепного стежка для стачивания локтевых
срезов верха и подкладки и отсутствие шлицы на рукавах верха создают
условия для использования скоростных возможностей современного
оборудования при обеспечении высокого качества обработки за счет
эластичности шва.
Подкладку к низу рукава притачивают на машине челночного стежка. Припуск
на шов подкладки составляет 4 см. Это дает возможность удлинения рукава
в случае необходимости.
Локтевые швы рукавов верха разутюживают, низ рукава заутюживают.
Операцию выполняют с использованием электро-парового утюга и
высокопроизводительного карусельного пресса с микропроцессорным
управлением (см. поз. 29, табл. 4.3).
После выполнения этих операций рукава укладывают для окончательной
просушки на тележку, верхняя поверхность которой имеет форму
полуэллипсоида, что способствует сохранению приданной рукаву формы.
Перед выполнением последующих операции производят подрезку подкладки по
окату рукава.
Новым в технологии обработки рукавов является выполнение операции
посадки оката и притачивания подокатника к окату рукава в процессе
заготовки (раньше эти операции выполнялись при монтаже рукава). Это одна
из наиболее сложных и ответственных операций при изготовлении пальто, в
значительной мере влияющая иа внешний вид готового изделия. Ее выполняют
на рабочем месте с машиной цепного или челночного стежка с полной
оснасткой и электронным устройством для посадки оката рукава (см. поз.
12, табл. 4.3).
В этой машине управление работой механизма верхнего
перемещения материала осуществляется с помощью кулачка и
микропроцессора, обеспечивающих создание необходимой посадки на
различных участках оката рукава с учетом изменения его периметра в
зависимости от размера.
Суймарная величина посадки оката рукава должна быть такой, чтобы его
периметр оставался больше периметра проймы примерно на 1 см. Применение
указанной машины с программным управлением не может гарантировать
абсолютной точности выполнения операции без освоения оператором приемов
работы, и поэтому к его квалификации предъявляются повышенные
требования. Одновременно с посадкой оката рукава притачивают подокатник
(в моделях без плечевых накладок подокатники не применяют). Подокатники
изготовляют из нетканого полотна на каркасе из поролона.
Передние срезы рукавов верха и подкладки стачивают за один прием,
оставляя отверстие длиной 20—25 см в шве подкладки, на машине
двухниточного цепного стежка с нижним и верхним механизмами перемещения
материалов (см. поз. 27, табл. 4.3), направителем с разделительной
пластиной, ножом для разрезания цепочки между деталями и укладчиком
готовых деталей. Все эти устройства и механизмы имеют пневмопривод.
Полуфабрикат в рабочей зоне перемещает также транспортерная лента,
располагающаяся на крышке стола.
После разутюживания передних швов, вывертывания на лицевую сторону и
приутюживания рукавов их низ закрепляют с лицевой стороны над передними
и локтевыми швами на пуговичном полуавтомате (см. поз. 22, табл. 4.3) за
шесть уколов иглы. Затем рукава подбирают по номерам, попарно фиксируют
в зажимах и в подвешенном виде на тележке направляют в монтажную секцию.
содержание .. 140 141 142 143 144 145 146 147 148 149 ..