содержание .. 80 81 82 83 84 85 86 87 88 89 ..
3.1.4. Типовые направители системы УСПшв
Выше отмечалось, что направители в комплекты УСП-1, УСП-2 и УСП-3 в
готовом виде не входят, и с производственной точки зрения это является
недостатком системы УСПшв. Однако практика использования машин,
оснащенных приспособлениями малой механизации заводского изготовления,
наглядно показывает, что заводские направители в абсолютном большинстве
случаев в конкретных производственных условиях оказываются непригодными
в эксплуатации. Это происходит не потому, что они некачественно
сконструированы или изготовлены, а вследствие того, что реальные
параметры швов и физико-механические свойства обрабатываемых материалов
не соответствуют показателям, с учетом которых направители
проектировались.
Невозможно создать универсальные направители для деталей из любых видов
тканей (от сорочечных до пальтовых), как невозможно включить в комплекты
УСП огромное количество направителей для получения швов полного
диапазона параметров при изготовлении изделий из материалов всех видов,
обрабатываемых в швейной промышленности.
Поэтому важнейший этап освоения УСП — изготовление направителей —
неизбежно ложится на плечи специалистов предприятия, которые
непосредственно имеют дело с ассортиментом обрабатываемых материалов и
конкретными моделями изделий. Необходимыми для этого
инструкционно-методическимн матери-алами и чертежно-конструкторской
документацией предприятия обеспечиваются.
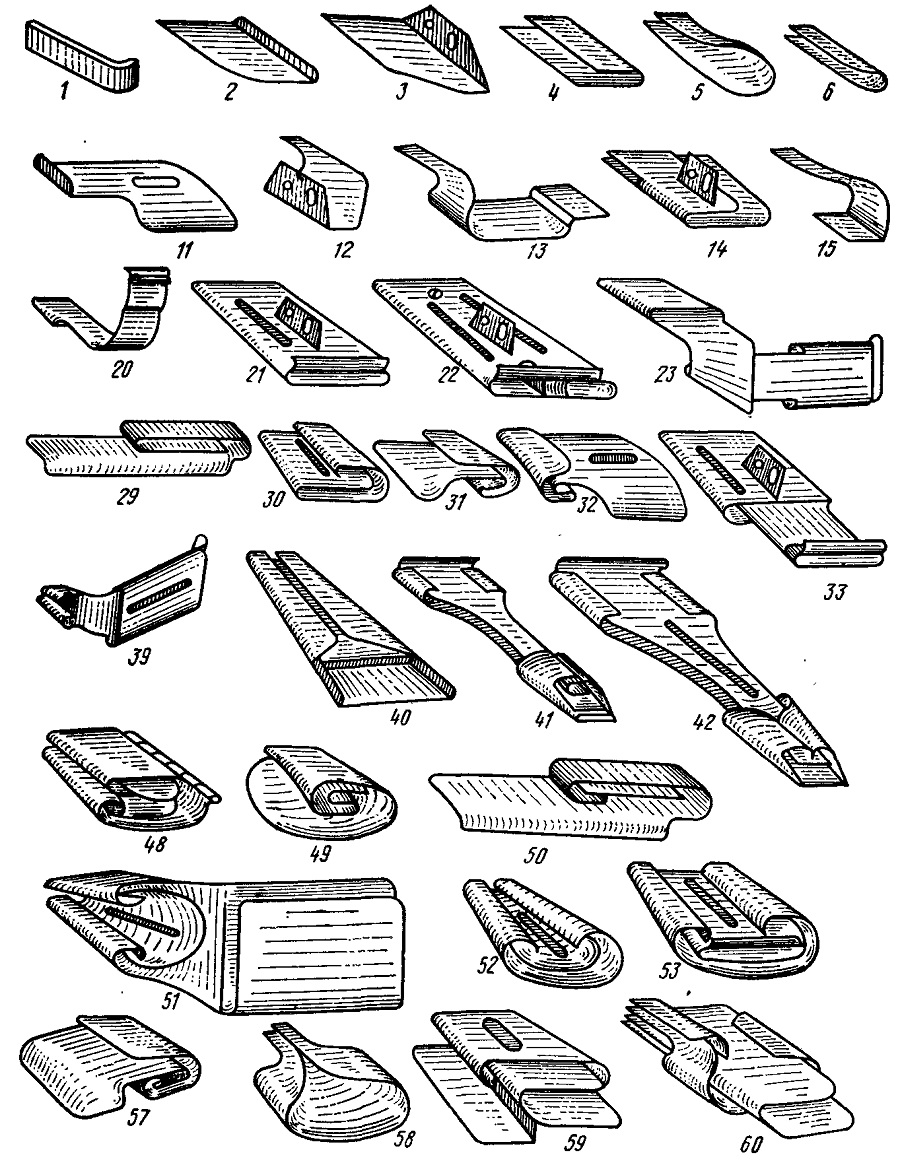
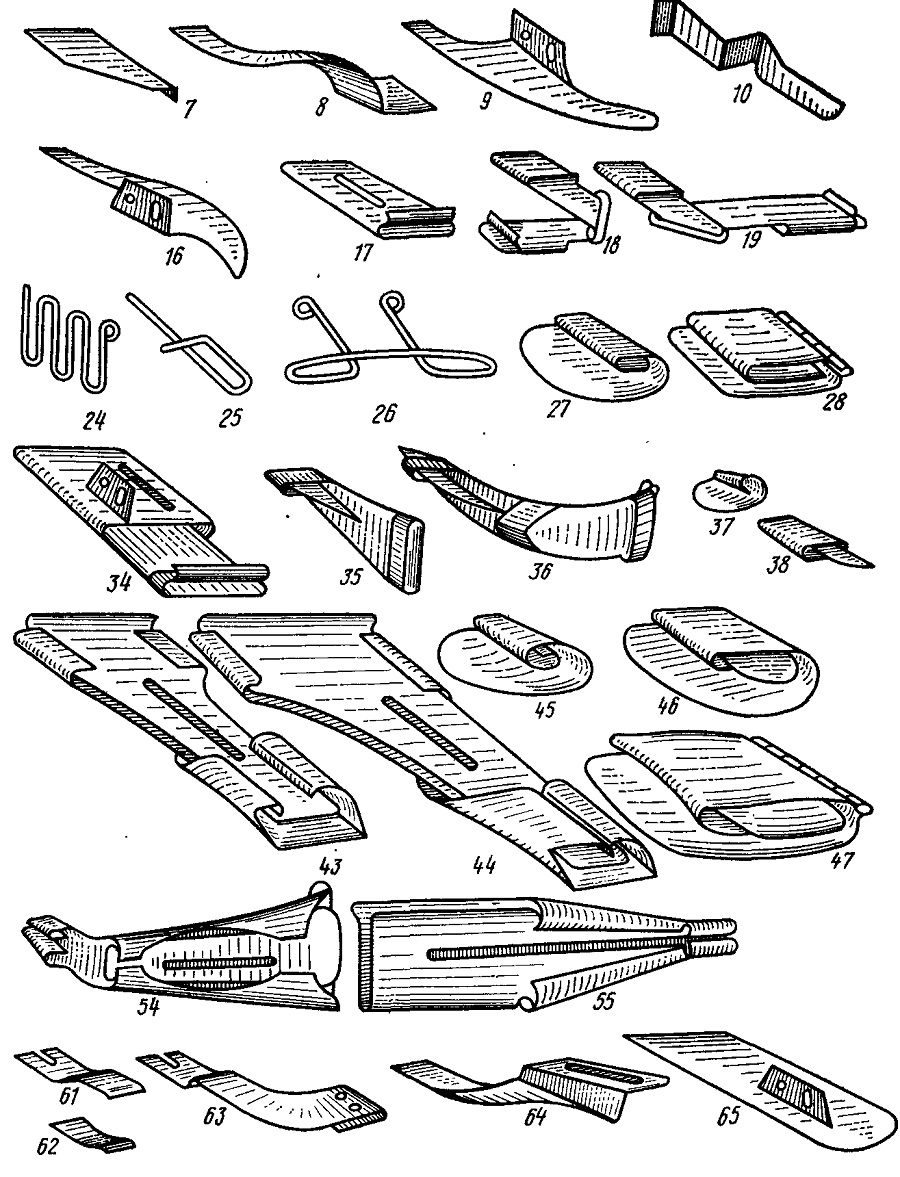
Рис. 3.14 Типовые направители УСПшв
На рис. 3.4 представлен внешний вид типовых направителей УСПшв.
Направители 1—10 относятся к типу правосторонних ограничителей (ПО),
направители 11—16 являются левосторонними ограничителями. (ЛО), 17—26 —
двусторонние ограни-чители (ДО), 27—44 — приспособления для одинарного
подгибания (ОП), 45—60 — приспособления для двойного подгибания (ДП),
61—65 — разделительные пластины (РП).
Технологические возможности направителей УСП с учетом всех их
типоразмеров, парных комбинаций и комбинаций других видов можно оценить
только приблизительно. Например,
число различных швов, выполняемых при применении направителей комплекта
УСП-1, составляет около 4 тыс., совместное использование комплектов
УСП-1 и УСП-2 увеличивает это число до нескольких десятков тысяч, а
вычисление количества швов, выполняемых при использовании одновременно
всех трех комплектов, представляет уже чисто теоретический интерес.
Главный практический вывод заключается в том, что система УСПшв является
мощным средством механизации швейного производства.
содержание .. 80 81 82 83 84 85 86 87 88 89 ..