содержание .. 1 2 3 4 5 6 7 8 9 10 ..
1.3. ПОРЯДОК РАЗРАБОТКИ И ВНЕДРЕНИЯ КОМПЛЕКСНО-МЕХАНИЗИРОВАННЫХ ШВЕЙНЫХ ЛИНИИ
В связи с тем что внедрение КМЛ является задачей комплексной,
охватывающей практически все службы предприятия, подготовка к ее
внедрению должна начинаться с всестороннего анализа деятельности
предприятия (схема 1.2).
Анализируются уровень концентрации и специализации производства,
коллекция моделей, изготовление которых планируется осуществлять на КМЛ,
техническая оснащенность предприятия, организационные формы поточных
линий, технология изготовления швейных изделий, состояние трудовых
ресурсов, состояние зданий и сооружений, обеспеченность энергоресурсами
и состояние инженерных коммуникаций, материально-техническое обеспечение
предприятия.
На основании всестороннего анализа деятельности предприятия решается
вопрос о целесообразности внедрения КМЛ. При этом оформляется заявка, к
которой прикладывается заполненный опросный лист с указанием основных
показателей проектируемой КМЛ.
Окончательное решение о внедрении КМЛ принимает Министерство легкой
промышленности СССР, после чего предприятие разрабатывает техническое
задание на проектирование линии.
Одновременно предприятие разрабатывает план организационно-технических
мероприятий по подготовке к внедрению КМЛ, проводит работу по подготовке
коллекции моделей, обучение персонала, оформляет в установленном порядке
заявки на основные и вспомогательные материалы и фурнитуру и заключает е
организ'ацией-разработчиком договор на разработку проекта КМЛ.
Проект КМЛ должен включать в себя:
рекомендации по концентрации производства и его специализации;
унификацию конструкторской документации;
маршрутную схему питания КМЛ;
технологическую последовательность обработки изделия;
технологическую схему разделения труда;
планировку рабочих мест и коммуникаций энергосред;
технические условия на выполнение операций и расчет лимита
незавершенного производства;
карты инженерного обеспечения рабочих мест.
При разработке проекта КМЛ должны учитываться следующие соображения.
Комплексно-механизированная линия по производству определенного вида
одежды строится на основе использования тех или иных видов оборудования
из числа входящих в единую
систему машин для комплексной механизации сборочных процессов швейного производства с применением специальной технологической и организационной оснастки.
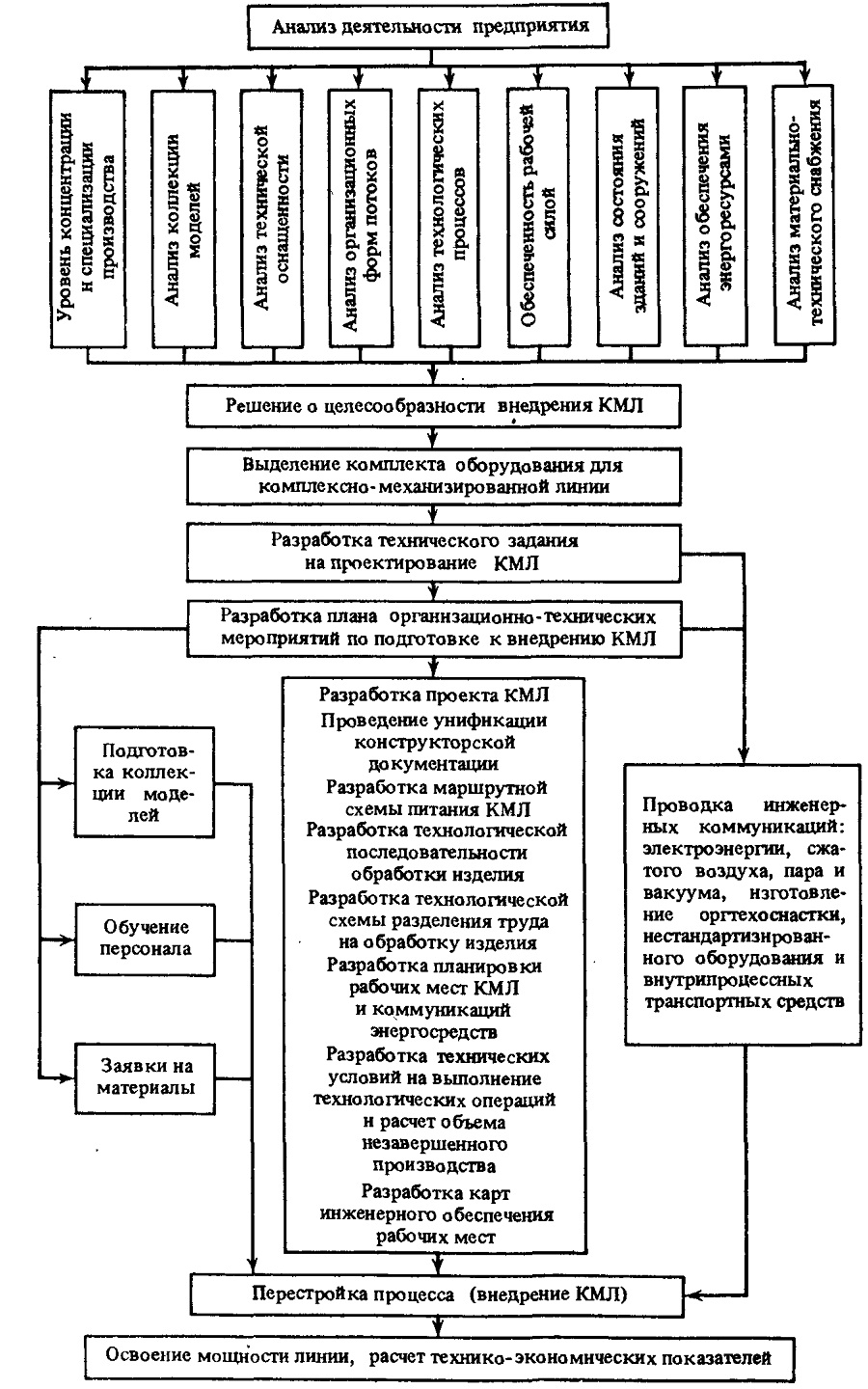
Схема 1.2. ПОРЯДОК РАЗРАБОТКИ И ВНЕДРЕНИЯ КМЛ
С целью максимального использования как универсального, так и, что
особенно важно, специального полуавтоматического оборудования и
оборудования, выполняющего отделочные операции, входящего в состав КМЛ,
необходимо провести предметную спецификацию производства и его
концентрацию.
В составе парка машин, используемых в КМЛ, преобладает специальное
оборудование, предназначенное для выполнения определенных
технологических операций. Такое оборудование можно эффективно
использовать только в составе специальных линий, предназначенных для
изготовления однородной продукции.
Специализация этих линий связана со специализацией не только
оборудования и технологической оснастки, но и основных, и
вспомогательных рабочих, обслуживающих это оборудование, при условии
овладения ими рациональными трудовыми приемами, обеспечивающими высокую
производительность труда и высокое качество выполнения операций. Поэтому
на этапе подготовки производства путем осуществления целенаправленного
моделирования и конструирования изделий и проведения работ по
специализации производства должен быть гарантирован необходимый уровень
концентрации производства однородной продукции.
Специализация по конструктивным решениям основных узлов должна
предусматривать возможность применения однородной схемы их сборки.
Основой проведения специализации является единая коллекция,
разработанная для промышленного объединения в целом.
При создании коллекции должны быть отработаны конструктивные основы на
все виды изделий данного ассортимента, чтобы создание моделей в течение
определенного периода сводилось к применению отделочных деталей,
использованных при создании конструктивной основы и моделей, выполненных
с применением этой основы. Такая специализация создает предпосылки для
полной загрузки высокопроизводительного специального оборудования,
снижает потери времени на перестройку потоков, способствует освоению
рациональных трудовых приемов, повышению производительности труда,
улучшению качества выпускаемой продукции.
В КМЛ по производству изделий, часто изменяющихся под влиянием моды, а
также изделий, выпускаемых небольшими партиями, высокопроизводительное
специальное оборудование устанавливают в начале потока, на
централизованной заготовительной секции, и в конце потока, на отделочной
секции, а монтаж осуществляют несколькими параллельными линиями,
каждая из которых специализируется на выпуске
группы моделей, разработанных на одной конструктивной основе.
Результатами этого этапа разработки являются создание унифицированных
конструктивных основ изделий на основные типы модных силуэтов по группам
телосложения и разновидностям назначения одежды данного ассортимента и
предложения о специализации поточных линий.
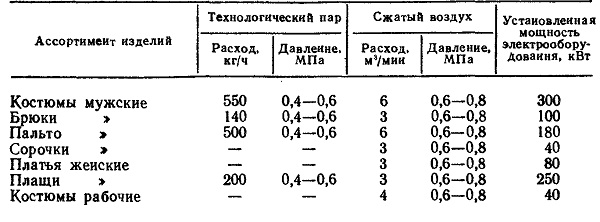
Состав парка технологического оборудования КМЛ, способного выполнить
различные отделки (вышивка, плиссировка, буфы, канты и т. д.), рассчитан
на определенную мощность КМЛ (табл. 1.1).
Результаты работы по унификации конструкторской документации и
характеристика машин, используемых в КМЛ, служат основой для разработки
технологической последовательности сборки изделий и выбора оборудования.
При разработке новой технологии сборки должен быть проведен поиск
резервов для повышения производительности труда и улучшения качества
продукции. Этот поиск может идти в направлениях сокращения числа
временных соединений деталей, концентрации операций путем расширения
области применения двухигольных и многоигольных швейных машин с
соответствующей оснасткой, расширения области применения клеевого
со-единения вместо ниточного, замены машин неавтоматического действия
полуавтоматами и т. п.
После разработки технологической последовательности сборки выбирают
цепочку оборудования, выполняющего сборку изделия. Оборудование выбирают
из числа технологических машин и транспортных средств, включенных в
систему машин, состав которой определен соответствующими нормативными
документами. Одновременно анализируют состояние зданий и сооружений, в
которых будет размещена K.MJI, и оснащенность предприятия необходимыми
энергоресурсами. Требования к технологическим параметрам энергосред
приведены в табл. 1.2.
С целью расширения области применения наиболее эффективных способов
сборки осуществляется выбор технологической оснастки для основных
вариантов схем швов из числа разработанных * или разработка новых видов
технологической оснастки, исходными данными для которых являются
описание схем швов, которые требуется выполнить с применением
приспособлений, характеристика полуфабрикатов и т. п.
Необходимость разработки технологической оснастки к швейным машинам
неавтоматического действия обычно возникает при появлении новой
фурнитуры (застежек-молний, пряжек, пуговиц), материалов с новыми
свойствами, новых видов отделок.
Таблица 1.1

Таблица 1 .2
Затраты времени на выполнение технологических операций во многом зависят
от выбора организационной оснастки. С целью снижения трудоемкости
разработки и изготовления оснастку для каждого рабочего места можно
собирать из заранее разработанных типовых элементов. Результатом этого
этапа разработки проекта К.МЛ являются карты инженерного обеспечения
рабочих мест для выполнения отдельных технологических операций процесса.
Карта состоит из трех частей: описания рациональных трудовых приемов,
описания применяемой
технологической и организационной оснастки,
требований к качеству выполнения операции.
Результатом рассмотренных выше этапов работы является проект КМЛ с
комплектом технической и технологической документации, необходимой для
внедрения этой линии.
Комплект технической документации должен содержать перечень
технологического оборудования с указанием его технических характеристик
и технологического назначения, перечень технологической и
организационной оснастки, планировку рабочих мест подвода
энергокоммуникаций, схему разводки энергосетей с указанием параметров
энергосред, проект перестройки производственных помещений (в случае
необходимости), карты инженерного обеспечения рабочих мест.
В комплект технологической документации должны входить описание и
зарисовки моделей, рекомендации по концентрации и специализации,
производства, необходимая конструкторская документация с рекомендациями
по унификации деталей и узлов, технологическая последовательность
обработки изделий, схема разделения труда, схема организации
производства и управления линией, расчет объема незавершенного
производства и т. п.
После обсуждения и уточнения на предприятии проект утверждается. По мере
подготовки производственных помещений, поступления оборудования и
подготовки обслуживающего персонала осуществляются монтаж оборудования и
освоение проектной мощности. Монтаж оборудования целесообразно
производить во время отпуска основных рабочих.
Освоение уровня производительности труда, предусмотренного типовой
документацией в зависимости от ассортимента изделий, изготовляемых на
КМЛ, и сложности их обработки, занимает от 3 до 9 мес с начала выпуска
линией продукции.
содержание .. 1 2 3 4 5 6 7 8 9 10 ..