содержание .. 1 2 3 4 5 6 7 8 9 10 ..
СОЕДИНЕНИЕ И РЕМОНТ ПРОВОДОВ ЛИНИЙ 3-10 КВ
Соединение алюминиевых и сталеалюминевых проводов линий 3-10 кв
Соединение выполняют способом термитной
сварки концов проводов с дополнительным обжатием места соединения
овальными соединителями типа СОА или СОАС (соответственно для
алюминиевых или сталеалюминевых проводов).
Монтаж соединения выполняется в следующей последовательности:
1. Овальные соединителе очищают от грязи, промывают
в бензине и тщательно вытирают сухой чистой тряпкой. Внутреннюю
поверхность соединителей очищают ери помощи стального ерша и покрывают
слоем технического вазелина.
2. На концы проводов надвигают овальные соединители (рис. 10,а). При
этом длина соединителя для сталеалюминевых проводов может быть уменьшена
в 2 раза, если соединение выполняется при помощи
прессов МГП-12. При обжатии клещами длина соединителей должна быть
стандартной.
3. Соединяемые концы проводов обезжириваются при помощи растворителя
(бензин, ацетон), паяльной лампы или факела из пакли ,и ветоши,
смоченной в бензине или керосине. Обезжиривание производят па длине не
менее 150—200 мм ют концов провода.
4. Концы проводов очищают чистой обезжиренной кардощеткой и выпрямляют.
5. На соединяемые концы проводов накладывают бандажи из мягкой проволоки
и производят торцевание. При этом концы проводов должны быть ровно
обрезаны под прямым углом к оси провода, для чего следует использовать
ножовку, тросоруб или гидропресс со
специальными матрицами. Применять зубила для этих
целей нельзя.

Рис. 9. Клещи для соединения проводов способом обжатия овальных соединителей.

Рис. 10. Монтаж соединения проводов в пролете.
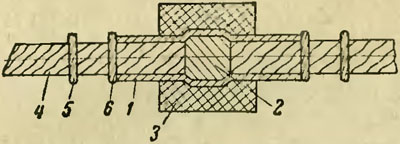
Рис. 11. Схема расположения ограничителей и
асбестовых бандажей на свариваемых проводах.
1 — кокиль; 2 -вкладыш; 3 — термитная масса; 4 — монтируемые провода; 5
— ограничители; 6 бандажи из шнурового асбеста.
6. Производят тщательную запиловку заусенцев на торцах проводов, после чего на соединяемые провода
устанавливают ограничители в виде бандажей или хомутов (рис. 11). Расстояние от конца провода (или вкладыша термитного патрона) до ограничителя должно быть: 35 мм— для проводов сечением до 50 мм2 и 37 мм—для проводов сечением 70— 120 мм2.
7 Проверяют сварочные приспособления и готовность
их к работе. При недостаточной плавности хода, заеданиях и наличии
сильного трения на отдельных узлах приспособление необходимо смазать.
8. Производят регулировку усилий и устанавливают величину осадки. Усилие
осадки должно выбираться с таким расчетом, чтобы преодолеть случайное
заедание проводов в кокиле патрона. Рекомендуемая величина усилия при
подаче проводов — около 30 кГ.
9. Пружины сварочного приспособления заводят и фиксируют.
10. Провода вставляют в патрон до упора во вкладыш и закрепляют вместе с
патроном в зажимах сварочного приспособления так, чтобы патрон был
расположен на середине между зажимами и разрезом кокиля сверху.
Одновременно (проверяют правильность расположения ограничителей.
11. Освобождают рабочие пружины приспособления, после чего у торцов
кокиля на .провод накладывают бандажи из шнурового асбеста (3—5 .витков)
для предотвращения вытекания расплавленного металла в процессе сварки
(рис. 11).
12. Закрывают защитный кожух приспособления; на глаза надевают
предохранительные очки с темными стеклами.
13. При помощи термитной спички зажигают термитную массу патрона.
Зажигание производят со стороны неплотной массы, в месте, обозначенном
обычно красной краской или ярлыком. Горение патрона должно быть
спокойным, без отколов или растрескивания термитной массы.
14. Через 1—2 мин после зажигания патрона производят осадку проводов. В
случае недостаточной осадки под действием рабочих пружин допускается
производить осадку вручную.
В процессе сварки вплоть до ее окончания (полного потемнения шлака)
свариваемые концы проводов и патрон должны находиться в горизонтальном
положении (расплавленный металл не должен вытекать). До полного
остывания места сварки, сварочное приспособление следует держать в руках
во избежание разрыва сварки.
15. После окончания сварки (см. рис. 10, б) шлак удаляют легким ударом
молотка или кусачками. Остывший кокиль снимают, сваренный провод
освобождают из зажимов и вынимают из сварочного приспособления. После
снятия бандажей зачищают кардощеткой место сварки, и опиливают рашпилем
наплывы алюминия.
16. Производят осмотр сварного соединения. Сварка считается
качественной, если нет пережогов проволок наружного повива и изломов при
перегибах. Усадочная раковина глубиной до 1 /3 диаметра провода не
является браком соединения. Если сварка произведена .некачественно,
место сварки следует вырезать, после чего произвести сварку повторно.
17. Изготовляют шунт соединения. Шунт представляет собой отрезок провода
той же марки, что и монтируемый провод. Длину шунта принимают равной
тройной длине овального соединителя.
18. Провод и шунт в месте установки соединителей очищают от грязи,
промывают в бензине и вытирают насухо чистой тряпкой. Поверхность
провода и шунта зачищают до .блеска кардощеткой и покрывают слоем
нейтрального технического вазелина.
19. Овальные соединители отодвигают от места сварки на расстояние 75 мм
каждый и оснащают распорками, после чего в соединители вставляют
провод-шунт (рис. 10, в).
20. Производят обжатие овального соединителя. Обжатие выполняют клещами
(см. рис. 9) или гидравлическим прессом от одного конца соединителя к
другому в направлении сварного стыка. При этом провод со сварным
соединением должен быть несколько ослаблен. Количество в жимов, шаг
опрессования и глубина обжатия должны соответствовать величинам,
.приведенным в табл. 1.
В случае необходимости можно менять порядок операций и производить
сначала монтаж одного соединителя, затем сварку и монтаж второго
соединителя. При этом расстояние между соединителями должно быть не
менее 300 мм.
Обжатие овальных соединителей выполняют в следующей последовательности.
Обжатие клешами типов МИ-19А и МИ-31. В клещи укладывают
вкладыши, соответствующие марке монтируемого провода и типу соединителя,
после чего устанавливают упорный болт так, чтобы при упоре верхнего
рычага клещей в болт между вкладышами оставался зазор те более 0,5 мм.
Соединитель с вложенными концами проводов укладывают в гнездо вкладыша,
установленного в неподвижную часть клещей. Далее, поворачивают подвижную
часть клещей, после чего вращают рукоятку шпинделя. После
соприкосновения рычага с упорным болтом клещи оставляют в затянутом
положении в течение 1 мин, после чего вин г отпускают и .начинают
следующее обжатие.
Обжатие ручными гидропрессами типов МГП-12 и РГП-7м. В отверстие поршня
гидропресса в зависимости от марки провода и типа соединителя вставляют
и закрепляют пуансон, а в ласточкин хвост вилки — матрицу. Соединитель с
вложенными концами проводов укладывают в матрицу гидропресса, после чего
поворотом вправо до отказа закрывают кран клапана цилиндра. Удерживая
левой рукой гидропресс, правой приводят его в действие при помощи
рукоятки насоса. Качание насоса производят до тех пор, пока буртик
пуансона те сядет па заплечики матрицы. Снятие нагрузки производится
поворачиванием крана клапана на 2—3 оборота.
Размеры овальных соединителей после обжатия должны соответствовать величинам, приведенным в табл. 2 (рис. 12).
Таблица 1
Соединение проводов в пролете

Примечание. В скобках приведены данные для соединений, выполненных при помощи пресса МГП-12.
Таблица 2 Размеры соединителей после обжатия

Примечание. Для алюминиевых и сталеалюминевых проводов допускаются отклонения от указанных в таблице размеров в пределах +1 мм. Для стальных проводов это отклонение не должно быть более ±0,5 мм.

Рис. 12. Размеры соединителя после обжатия (табл. 2).
содержание .. 1 2 3 4 5 6 7 8 9 10 ..